йқ’еІӣиҒ”з‘һзІҫеҜҶжңәжў°жңүйҷҗе…¬еҸё
5 е№іь/span> йҮ‘зүҢдјҡе‘ҳ
йҮ‘зүҢдјҡе‘ҳ
 йҮ‘зүҢдјҡе‘ҳ
йҮ‘зүҢдјҡе‘ҳ
 е·Іи®ӨиҜ?/p>
е·Іи®ӨиҜ?/p>
жӢЁжү“з”өиҜқ
иҺ·еҸ–еә•д»·
жҸҗдәӨеҗҺпјҢе•Ҷ家е°Ҷжҙҫд»ЈиЎЁдёәжӮЁдё“дәәжңҚеҠЎ
 жүӢжңәзүҮьimg class="sj_xl" src="/dons/v2images/xia.png"/>
жүӢжңәзүҮьimg class="sj_xl" src="/dons/v2images/xia.png"/>
жү«дёҖжү«пјҢжүӢжңәи®ҝй—®
 е…ідәҺжҲ‘们
е…ідәҺжҲ‘们
 еҠ е…Ҙ收и—Ҹ
еҠ е…Ҙ收и—Ҹ
йқ’еІӣиҒ”з‘һзІҫеҜҶжңәжў°жңүйҷҗе…¬еҸё
йҮ‘зүҢдјҡе‘ҳ
е·Іи®ӨиҜ?/p>
ж‘ҳиҰҒпјҡзәізұіз»“жһ„й’ўеҸҜд»ҘйҖҡиҝҮдёӨз§ҚдёҚеҗҢзҡ„ж–№жі•жқҘе®һзҺ°гҖҒь/strong>жңүдј—жүҖе‘ЁзҹҘзҡ„вҖңиҮӘдёҠиҖҢдёӢвҖқзҡ„ж–№жі•пјҢиҖғиҷ‘жҷ¶зІ’е°әеҜёзҡ„е·ҘиүәжӯҘйӘӨпјҢеҰӮдёҘйҮҚеЎ‘жҖ§еҸҳеҪўпјҲSPDпјүжҳҜд»ҺдёҠеҲ°дёӢзҡ„еҸ‘еұ•гҖӮеҸҰдёҖз§ҚвҖңиҮӘдёӢиҖҢдёҠвҖқзҡ„ж–№жі•жҳҜд»ҺеҚ•дёӘеҚ•дҪҚејҖе§ӢпјҢд»ҺдёӢеҲ°дёҠејҖеҸ‘дә§е“ҒгҖӮеҗҺдёҖз§Қж–№жі•иў«и®ӨдёәжҳҜзәізұіжҠҖжңҜзҡ„дё»иҰҒйҖ”еҫ„гҖӮжң¬ж–Үз»јиҝ°дәҶвҖңиҮӘдёӢиҖҢдёҠвҖқзҡ„ж–№жі•еҲ¶еӨҮе’ҢжЈҖжөӢзәізұій’ўгҖӮжӯӨеӨ–пјҢиҝҳе°ҶйҮҚзӮ№д»Ӣз»Қй«ҳиғҪжҗ…жӢҢзҗғзЈЁжңәгҖҒеҺӢеҲ¶е’Ңзғ§з»“зӯүзІүжң«еҶ¶йҮ‘зҡ„е…¶д»–жӯҘйӘӨгҖӮй«ҳиғҪзҗғзЈЁжңәжҳҜеңЁиҝҷйЎ№е·ҘдҪңзҡ„еҹәзЎҖдёҠпјҢж—ўдҝқиҜҒдәҶжҷ¶зІ’зҡ„зәізұіз»“жһ„пјҢеҸҲе°Ҷзү©ж–ҷзІ’еәҰеҲҶеёғеҸҳзӘ„гҖҒь/p>
й“Ғзҙ дҪ?马ж°ҸдҪ“й’ўпјҲFMSпјүжҳҜе…Ҳиҝӣеҝ«е ҶеҢ…еұӮ/еҜјз®Ўжқҗж–ҷд»ҘеҸҠж ёиҒҡеҸҳжј”зӨәе·ҘеҺӮ第дёҖеЈҒе’ҢеҢ…еұӮз»“жһ„жқҗж–ҷзҡ„дё»иҰҒеҖҷйҖүжқҗж–ҷпјҢеӣ дёәе®ғ们еңЁжҠ—иҫҗе°„й«ҳиҫҫ200dpaзҡ„й«ҳдёӯеӯҗеүӮйҮҸж–№йқўжҳҜжңүдјҳеҠҝзҡ„гҖӮ然иҖҢпјҢз”ұдәҺй«ҳжё©дёӢзҡ„жӢүдјёе’Ңи •еҸҳејәеәҰиҫғе·®пјҢе®ғ们зҡ„еҲ©з”ЁзҺҮйҷҗеҲ¶ең?00в„ғе·ҰеҸігҖӮдёәдәҶиҺ·еҫ—жӣҙй«ҳзҡ„и®ҫеӨҮиҝҗиЎҢжё©еәҰд»ҘжҸҗй«ҳзғӯж•ҲзҺҮпјҢдәә们йҖҡиҝҮжҺ§еҲ¶еҗҲйҮ‘е…ғзҙ е’ҢеңЁFMSдёӯдҪҝз”ЁзЁіе®ҡзҡ„зўіеҢ–зү©жІүж·ҖиҝӣиЎҢзғӯеӨ„зҗҶжқҘж”№е–„й«ҳжё©жҖ§иғҪпјҢзү№еҲ«жҳҜеңЁеҸ‘з”өе·Ҙдёҡдёӯзҡ„еә”з”ЁгҖӮж°§еҢ–зү©еҲҶж•ЈејәеҢ–пјҲODSпјүFMSжҳҜдёҖз§ҚжңӘжқҘеҫҲжңүеҲ©з”Ёд»·еҖјзҡ„жқҗж–ҷпјҢз”ұдәҺеңЁй“Ғзҙ дҪ?马ж°ҸдҪ“еҹәдҪ“дёӯж·»еҠ дәҶжһҒдёәзғӯзЁіе®ҡзҡ„ж°§еҢ–зү©йў—зІ’еҲҶж•ЈпјҢе…·жңүеңЁй«ҳжё©дёӢдҪҝз”Ёзҡ„жҪңеҠӣпјҲеӣҫ1пјүгҖҒь/p>
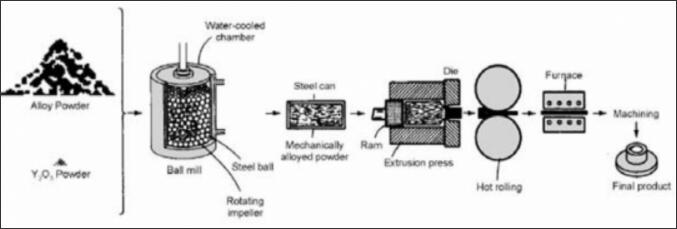
еӣ?.зІүжң«еҶ¶йҮ‘е’Ңжңәжў°еҠ е·ҘжҠҖжңҜеҺҹзҗҶеӣҫ
ODS FMSзҡ„еҸ‘еұ•дё»иҰҒйӣҶдёӯеңЁеҝ«е ҶзҮғж–ҷеҢ…еұӮеә”з”Ёе’ҢиҒҡеҸҳе Ҷжқҗж–ҷеә”з”ЁзӯүйўҶеҹҹгҖӮж—Ҙжң¬ж ёеҫӘзҺҜеҸ‘еұ•з ”究жүҖпјҲJNCпјүеҜ№ODS FMSиҝӣиЎҢдәҶйўҶе…Ҳзҡ„жҠҖжңҜејҖеҸ‘пјҢзү№еҲ«ејәи°ғзҮғж–ҷеҢ…еұӮеңЁеҝ«е Ҷдёӯзҡ„еә”з”ЁгҖӮиҝҷйЎ№жҠҖжңҜзҡ„з ”з©¶иў«и®ӨдёәжҳҜжү©еұ•жҖ§иғҪйҷҚдҪҺжҙ»еҢ–й“Ғзҙ дҪ“й’ўдҪңдёәдёҖдёӘзі»з»ҹйҖӮз”ЁдәҺиҒҡеҸҳз»“жһ„жқҗж–ҷгҖӮдҪңдёәе…Ҳиҝӣеҝ«е Ҷзҡ„дёҖз§ҚжңӘжқҘжңүеҫҲеӨ§еҲ©з”Ёд»·еҖјзҡ„еҢ…еұӮжқҗж–ҷпјҢODS-FMSзҡ„з ”з©¶е’ҢејҖеҸ‘е·ҘдҪңиҮӘ1987е№ҙејҖе§ӢеңЁJNCиҝӣиЎҢгҖӮдёҺеҲ¶йҖ дҫӣеә”е•ҶеҗҲдҪңиҝӣиЎҢдәҶжңүе…іжңәжў°з ”зЈЁпјҲMMпјүе·ҘиүәдјҳеҢ–д»ҘеҸҠеҗҲйҮ‘е…ғзҙ еҜ№й«ҳжё©жңәжў°ејәеәҰеҪұе“Қзҡ„еҹәзЎҖз ”з©¶гҖҒь/p>
еҹәдәҺиҝҷдәӣз ”з©¶зҡ„з»“жһңпјҢ1990е№ҙжӣҫеҜ№и–„еЈҒиҰҶеұӮзҡ„зғӯжҢӨеҺӢе’ҢзғӯиҪ§е·ҘиүәиҝӣиЎҢдәҶиҜ•йӘҢз ”з©¶гҖӮиҜ•йӘҢз»“жһңиЎЁжҳҺпјҢдёҺзәөеҗ‘еҚ•иҪҙж–№еҗ‘зӣёжҜ”пјҢеӨҚеҗҲжқҗж–ҷеңЁеҸҢиҪҙеҗ‘зҺҜеҗ‘и •еҸҳж–ӯиЈӮејәеәҰйҷҚдҪҺпјҢеҚіејәеәҰеҗ„еҗ‘ејӮжҖ§пјҢдё”зҺҜеҗ‘延жҖ§жҳҺжҳҫйҷҚдҪҺгҖӮж №жҚ®дёҺд№қе·һеӨ§еӯҰYoshinagaеӣўйҳҹеҗҲдҪңзҡ„еҹәзЎҖз ”з©¶пјҢеҲ¶йҖ зҡ„ODSиҰҶеұӮзҡ„иҝҷдәӣеҮәд№Һж„Ҹж–ҷзҡ„жңәжў°жҖ§иғҪеҪ’еӣ дәҺе№іиЎҢдәҺиҪ§еҲ¶ж–№еҗ‘зҡ„жһҒз»Ҷй•ҝзҡ„жҷ¶зІ’д№Ӣй—ҙзҡ„жҷ¶з•Ңж»‘еҠЁгҖҒь/p>
дёәдәҶиҺ·еҫ—зӯүиҪҙеқҮеҢҖзҡ„жҷ¶зІ’пјҢеҲ?994е№ҙдёәжӯўпјҢеҲ©з”ЁжҢӨеҺӢжЈ’жқҗиҜ•йӘҢжҺўзҙўдәҶдёӨз§Қж–№жі•пјҡ马ж°ҸдҪ?Cr-ODSй’ўпјҲзү№еҲ«жҳҜй’ҲеҜ№жҠ—иҫҗе°„еҗҲйҮ‘пјүзҡ„a-cзӣёеҸҳе’Ңй“Ғзҙ дҪ“12Cr-ODSй’ўпјҲй’ҲеҜ№иҖҗи…җиҡҖеҗҲйҮ‘пјүзҡ„еҸҰдёҖдҫ§еҶҚз»“жҷ¶еӨ„зҗҶгҖҒь/p>
д»?995е№ҙеҲ°2000е№ҙпјҡе·Із»ҸжңүдәҶе№ҝжіӣзҡ„жҠҖжңҜзӘҒз ҙз”ЁдәҺеҲ¶йҖ и–„еЈҒиҰҶеұӮпјҢд»ҘйҳІжӯўдёӯй—ҙеҲ¶йҖ иҝҮзЁӢдёӯзҡ„иЈӮзә№иҗҢз”ҹпјҢ并еңЁзӣёеҸҳе’ҢеҶҚз»“жҷ¶еӨ„зҗҶзҡ„еҹәзЎҖдёҠзЎ®дҝқе…·жңүдјҳејӮеҶ…йғЁи •еҸҳејәеәҰе’ҢеқҮеҢҖжҷ¶зІ’еҪўиІҢзҡ„延жҖ§гҖҒь/p>
еҝ…йЎ»е»әз«ӢеҺҡжқҝе’ҢеӨ§зӣҙеҫ„ODSй’ўз®Ўзҡ„з”ҹдә§е·ҘиүәпјҢд»Ҙдҫҝе°Ҷе…¶еә”з”ЁдәҺжңӘжқҘзҡ„иһҚеҗҲ第дёҖеЈҒе’ҢеҢ…еұӮзі»з»ҹзҡ„еӨ§жҲӘйқўгҖҒь/p>
еӣ?жҳҫзӨәдәҶfusion first wallеә”з”Ёзҡ„е»әи®®йқўжқҝз”ҹдә§е·ҘиүәгҖӮз”Ёжңәжў°зҗғзЈЁзҡ„зІүжң«з»ҸзғӯйқҷеҺӢпјҲHIPпјүеҠ е·ҘеҮәжқҝеқҜпјҢ然еҗҺз”ЁзғӯиҪ§зӣҙжҺҘз”ҹдә§еҮәеӨ§е°әеҜёзҡ„жқҝжқҗгҖӮзғӯиҪ§е·ҘиүәеңЁз”ҹдә§иҝҮзЁӢдёӯжҳҜеҝ…иҰҒзҡ„пјҢеӣ дёәзғӯйқҷеҺӢдә§е“Ғдә§з”ҹеқҮеҢҖзҡ„з»“жһ„пјҢдҪҶе…¶еҶІеҮ»жҖ§иғҪжҜ”дёҠйқўжүҖиҝ°йҖҖеҢ–гҖҒь/p>
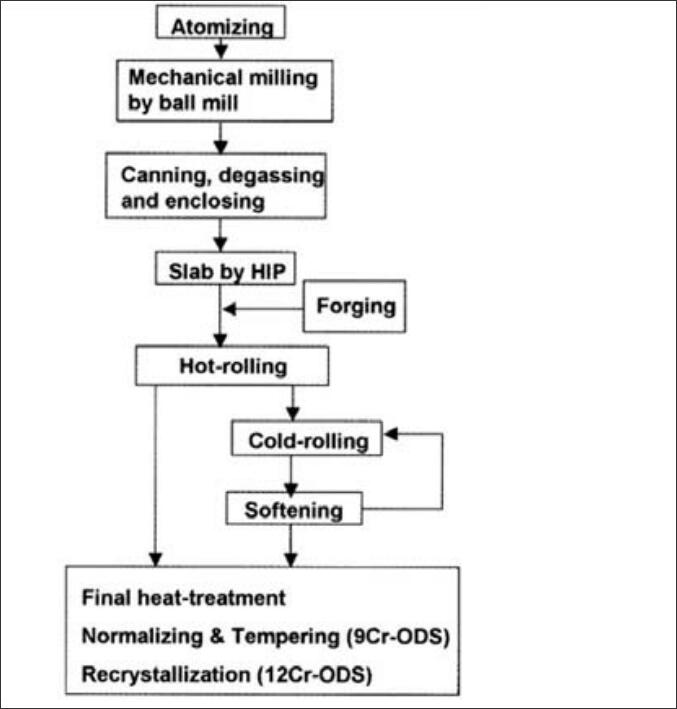
еӣ?.жҸҗеҮәдәҶйӘӨеҸҳ第дёҖеЈҒжқҝзҡ„з”ҹдә§е·Ҙиү№ь/p>
дҪңдёәеҸҰдёҖз§ҚеҸҜйҖүзҡ„еҠ е·Ҙж–№жі•пјҡеҸҚеӨҚиҝӣиЎҢеҶ·иҪ§е’ҢйҡҸеҗҺзҡ„зғӯеӨ„зҗҶпјҢд»ҘдҪҝжңҖз»Ҳжқҝе…·жңүзә? m x 2 mзҡ„е°әеҜёе’ҢжүҖйңҖзҡ„еҺҡеәҰпјҢ并具жңүи¶іеӨҹзҡ„е°әеҜёзІҫеәҰгҖӮ马ж°ҸдҪ“9Cr-ODSй’ўзҡ„зӮүеҶ·иҪҜеҢ–е’Ңй“Ғзҙ дҪ“12Cr-ODSй’ўзҡ„еҶҚз»“жҷ¶йҖҖзҒ«жҳҜеҶ·иҪ§зЎ¬еҢ–жқҝиҪҜеҢ–зҡ„еҝ…然йҖүжӢ©гҖӮйҖҡиҝҮзғӯиҪ§зӣҙжҺҘз”ҹдә§жңҖз»ҲеҪўзҠ¶еңЁжҹҗдәӣжғ…еҶөдёӢжҳҜйҖӮз”Ёзҡ„гҖӮеңЁжңҖеҗҺйҳ¶ж®өпјҢйңҖиҰҒиҝӣиЎҢзӯүиҪҙжҷ¶зҡ„зғӯеӨ„зҗҶпј?Cr-ODSй’ўиҝӣиЎҢa-cзӣёеҸҳпј?2Cr-ODSй’ўиҝӣиЎҢеҶҚз»“жҷ¶еӨ„зҗҶгҖӮеңЁй’ўй“ҒиЎҢдёҡдёӯпјҢиғҪеӨҹиҝӣиЎҢз”ҹдә§еҠ е·Ҙзҡ„еӨ§еһӢи®ҫеӨҮе·Із»ҸеӯҳеңЁгҖҒьbr style="margin: 0px; padding: 0px;"/>
ODSй’ўзҡ„жңүж•ҲеҲҶж•Је°ҶйҖҡиҝҮйҮҮз”Ёй«ҳиғҪзҗғзЈЁе·Ҙиүәе®һзҺ°пјҢеҚіз ”зЈЁжңәз ”зЈЁпјҲеӣ?пјүгҖӮжң¬ж–ҮжҸҗеҮәдәҶйҮҮз”Ёжңәжў°еҠӣеҢ–еӯҰжі•еҜ№йҷ¶з“·еҫ®зІ’иҝӣиЎҢе№Іжі•е’Ңж№ҝжі•ж¶ӮиҰҶзҡ„ж–№жі•гҖӮеӨҡеҠҹиғҪз ”зЈЁжңәпјҲжң¬е…¬еҸёеӨҮжңүпјүеҸҜеңЁе№ІзҮҘжҲ–жҪ®ж№ҝжқЎд»¶дёӢе·ҘдҪңгҖҒь/p>
еңЁжҲ‘们зҡ„жЁЎеһӢе®һйӘҢдёӯпјҢеҜ№дәҺдёҖдәӣзІүжң«ж··еҗҲзү©пјҢдҪҝз”Ёй«ҳиғҪзҗғзЈЁжңәпјҲUnionProcessпј?1-HD/HDDMпјүгҖӮз”ұдәҺйҷ¶з“·пјҲж°®еҢ–зЎ…гҖҒж°§еҢ–й”Ҷпјүйӣ¶д»¶пјҲзјёгҖҒжЈ’гҖҒзҗғпјүеҰӮеӣ?жүҖзӨәпјҢиҜҘи®ҫеӨҮе…Ғи®ёжӣҙй«ҳзҡ„иҪ¬йҖҹе’Ңж— жұЎжҹ“зҡ„ж··еҗҲиҝҮзЁӢгҖҒь/p>
ж №жҚ®жҲ‘们д»ҘеүҚзҡ„и§ӮеҜҹпјҢй«ҳиғҪжҗ…жӢҢзҗғзЈЁжңәжҜ”дј з»ҹиЎҢжҳҹејҸзҗғзЈЁжңәжңүжӣҙеӨҡзҡ„дјҳзӮ№гҖӮеңЁж№ҝжі•е·ҘиүәдёӯпјҢдёҺиЎҢжҳҹзЈЁ500 rpmзӣёжҜ”пјҢз ”зЈЁжңәзҡ„иҪ¬йҖҹеҸҜиғҪжӣҙй«ҳпјҢиҫҫеҲ°4000 rpmгҖӮйҮҮз”ЁDELTAз ”зЈЁзӣҳжӢҢд»ҘеҸҠ0.1-0.2mmзҡ„е°ҸзЈЁд»ӢзЎ®дҝқIPsеңЁж¶ӮеұӮжә¶ж¶Ідёӯзҡ„й«ҳж•ҲеҲҶж•ЈгҖӮеңЁжҺҘдёӢжқҘзҡ„е№ІзҮҘиҝҮзЁӢдёӯд№ҹеҸҜиғҪж¶үеҸҠжңәжў°еҗҲйҮ‘еҢ–иҝҮзЁӢгҖҒь/p>

еӣ?.жң¬з ”究дёӯдҪҝз”Ёзҡ„з ”зЈЁжңә
ODSж ·е“ҒжҳҜз”Ёе№ІеҺӢжңәпјҲ7еҗЁпјүеҲ¶еӨҮпјҲеӣҫ4пјүгҖҒь/span>

еӣ?.еҶІеҺӢе·Ҙе…·
зғӯзӯүйқҷеҺӢе·ҘиүәпјҲеӣҫ5пјүжҸҗдҫӣдәҶдёҖз§Қз”ЁдёҚеҗҢзІүжң«жқҗж–ҷеҲ¶йҖ з»“жһ„йғЁд»¶зҡ„ж–№жі•гҖӮеңЁйҮ‘еұһй—ҙеҢ–еҗҲзү©йўҶеҹҹпјҢз”ҹдә§жҲҗеҪўйӣ¶д»¶жҳҜдёҖз§Қеёёи§Ғзҡ„жҠҖжңҜгҖӮиҝҷдёӘиҝҮзЁӢжҳҜеҹәдәҺеңЁдёҖдёӘе®№еҷЁдёӯеЎ«е……зІүжң«ж··еҗҲзү©гҖӮеңЁеӨ§еӨҡж•°жғ…еҶөдёӢпјҢз”Ёй“ҒзҪҗдҪңдёәйҡ”еұӮгҖӮеңЁеҠ е·Ҙд№ӢеүҚпјҢе°Ҷе®№еҷЁжҠҪзңҹз©әиҮій«ҳзңҹз©ә并еҚҮй«ҳжё©еәҰпјҢд»ҘйҷӨеҺ»жқҗж–ҷзІүжң«дёӯзҡ„з©әж°”е’Ңж°ҙеҲҶгҖҒь/span>
еҜҶе°Ғе®№еҷЁеҗҺпјҢе°Ҷе…¶зҪ®дәҺзғӯзӯүйқҷеҺӢзӮүеҶ…гҖӮзӮүеҶ…ж–ҪеҠ й«ҳжғ°жҖ§ж°”дҪ“еҺӢеҠӣпјҢеҺӢеҠӣй«ҳиҫҫ2000е·ҙгҖӮзӯүйқҷеҺӢе’Ңй«ҳжё©жҳҜзІүжң«еңЁй’ўе®№еҷЁдёӯеҺӢе®һзҡ„еҺҹеӣ гҖӮдёҺй«ҳеҺӢжҠҖжңҜзұ»дјјпјҢеңЁиҝҷдёҖиҝҮзЁӢдёӯеҸҜд»ҘдҪҝз”ЁеҺҹе§ӢзІүжң«жҲ–йў„еҗҲйҮ‘зІүжң«гҖӮз”ұдәҺзғӯзӯүйқҷеҺӢжі•жҳҜеңЁй«ҳиҫҫ1800в„ғзҡ„жё©еәҰдёӢиҝӣиЎҢзҡ„пјҢеә”з”Ёиҝҷз§ҚжҠҖжңҜеҸҜд»ҘиҺ·еҫ—жҺҘиҝ‘зҗҶи®әеҜҶеәҰзҡ„йқһеёёеҘҪзҡ„еҜҶеәҰгҖҒь/span>

еӣ?.зғӯзӯүйқҷеҺӢпјҲHIPпјҲь/span>
SPSдҪҝеҫ—еңЁиҫғдҪҺзҡ„жё©еәҰдёӢеҲ¶еӨҮе®Ңе…ЁиҮҙеҜҶзҡ„еӨҚеҗҲжқҗж–ҷжҲҗдёәеҸҜиғҪгҖӮе®ғиҝҳжҸҗдҫӣдәҶдёҖз§Қе®қиҙөзҡ„ж–№жі•пјҢдҝ®ж”№еҠЁеҠӣеӯҰзҡ„иҮҙеҜҶеҢ–пјҢеҸҚеә”е’Ңжҷ¶зІ’з”ҹй•ҝпјҢж¶үеҸҠеҲ°ж•ҙдёӘзғ§з»“е‘ЁжңҹгҖӮSPSе·ІжҲҗеҠҹең°еә”з”ЁдәҺеҗ„з§Қйҷ¶з“·пјҲж°§еҢ–зү©гҖҒж°®еҢ–зү©гҖҒзўіеҢ–зү©е’ҢеӨҚеҗҲжқҗж–ҷпјүгҖӮSPSж–№жі•дёҺдј з»ҹзҡ„зғӯеҺӢе·ҘиүәзӣёеҪ“пјҢеүҚиҖ…е°ҶзІүжң«иЈ…е…ҘжЁЎе…·дёӯпјҢ然еҗҺеңЁзғ§з»“иҝҮзЁӢдёӯж–ҪеҠ еҚ•иҪҙеҺӢеҠӣгҖӮ然иҖҢпјҢдёҺдҪҝз”ЁеӨ–йғЁзғӯжәҗдёҚеҗҢпјҢйҖҡеёёеҮ еҚғе®үеҹ№пјҲе’ҢеҮ дјҸпјүзҡ„з”өжөҒеҸҜд»ҘйҖҡиҝҮзҹіеўЁжЁЎе…·гҖҒж ·е“ҒжҲ–дёӨиҖ…гҖӮжІҝжЁЎе…·дј еҜје®ғеҹәжң¬дёҠд»ЈиЎЁз”өйҳ»еҠ зғӯпјҢеҚіжЁЎе…·д№ҹеҸҜдҪңдёәзғӯжәҗгҖӮйҖҡиҝҮж ·е“Ғзҡ„дј еҜјеҸҜиғҪеңЁзІүжң«йў—зІ’д№Ӣй—ҙдә§з”ҹеҮ»з©ҝгҖҒз”өеј§гҖҒзҒ«иҠұжҲ–зӯүзҰ»еӯҗдҪ“пјҢд»ҺиҖҢеҜјиҮҙеҝ«йҖҹиҮҙеҜҶеҢ–иҝҮзЁӢгҖӮеҲ©з”ЁSPSж–№жі•еҸҜд»ҘеңЁеҮ еҲҶй’ҹеҶ…е®һзҺ°ж ·е“Ғзҡ„иҮҙеҜҶеҢ–пјҢиҖҢж— йңҖеӨ§йҮҸзҡ„жҷ¶зІ’з”ҹй•ҝиҝҮзЁӢгҖӮеңЁMTA-MFAдёӯе°ҶејҖеҸ‘дёҖз§Қеҝ«йҖҹзғ§з»“иЈ…зҪ®гҖҒь/span>
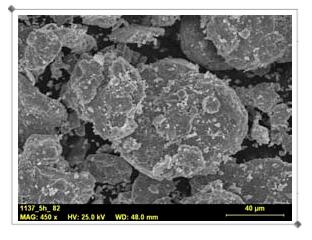
йҮҮз”Ёжү«жҸҸз”өй•ңеҜ№иө·е§ӢеҘҘж°ҸдҪ“зІүжң«иҝӣиЎҢдәҶз»“жһ„иЎЁеҫҒпјҲеӣ?пјүгҖҒь/span>

еӣ?.еҘҘж°ҸдҪ“иө·е§ӢзІүжң«зҡ„SEMеӣҫеғҸ
дёӢеӣҫпјҲеӣҫ7-9пјүжҳҫзӨәдәҶең?00 RPMдёӢе№ІзЈ?е°Ҹж—¶еҲ¶еӨҮзҡ„еҗ«жң?%зҡ„Y2O3зҡ„еҘҘж°ҸдҪ“ж ·е“Ғзҡ„з»“жһ„еҲҶжһҗгҖҒь/p>
еӣ?.еҘҘж°ҸдҪ“иҜ•ж ·зҡ„SEMеӣҫеғҸ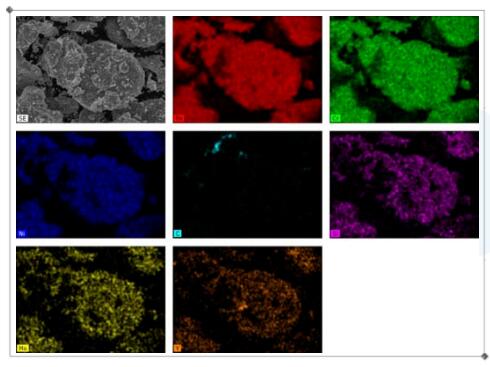
еӣ?.еҘҘж°ҸдҪ“ж ·е“Ғе…ғзҙ з»„жҲҗеӣҫ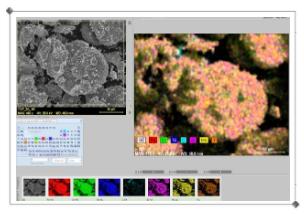
еӣ?.еҘҘж°ҸдҪ“ж ·е“ҒдёӯжүҖжңүе…ғзҙ зҡ„еӣҫи°ұ
зәізұіз»“жһ„й’ўеҸҜд»ҘйҖҡиҝҮдёӨз§ҚдёҚеҗҢзҡ„ж–№жі•е®һзҺ°гҖӮжңүдёҖз§Қдј—жүҖе‘ЁзҹҘзҡ„вҖңиҮӘдёҠиҖҢдёӢвҖқж–№жі•пјҢе…¶дёӯиҖғиҷ‘еҲ°жҷ¶зІ’е°әеҜёпјҢе·ҘиүәжӯҘйӘӨпјҢеҰӮдёҘйҮҚеЎ‘жҖ§еҸҳеҪўпјҲSPDпјүжҳҜд»ҺдёҠеҲ°дёӢзҡ„еҸ‘еұ•гҖӮеҸҰдёҖз§ҚвҖңиҮӘдёӢиҖҢдёҠвҖқзҡ„ж–№жі•жҳҜд»ҺеҚ•дёӘе…ғзҙ ејҖе§ӢпјҢд»ҺдёӢеҲ°дёҠејҖеҸ‘дә§е“ҒгҖӮеҗҺдёҖз§Қж–№жі•иў«и®ӨдёәжҳҜзәізұіжҠҖжңҜзҡ„дё»иҰҒйҖ”еҫ„гҖӮжң¬ж–Үз»јиҝ°дәҶвҖңиҮӘдёӢиҖҢдёҠвҖқзҡ„зәізұіз»“жһ„й’ўеҲ¶еӨҮе’ҢжЈҖйӘҢж–№жі•гҖӮзІүжң«еҶ¶йҮ‘зҡ„е…¶д»–жӯҘйӘӨпјҢеҰӮй«ҳж•Ҳзәізұіз ”зЈЁгҖҒеҺӢеҲ¶е’Ңзғ§з»“пјҢиў«з”ЁдәҺеҲ¶еӨҮзәізұіз»“жһ„й’ўгҖӮеңЁжӯӨеҹәзЎҖдёҠз ”еҲ¶зҡ„й«ҳиғҪзҗғзЈЁжңәжҳҜзІүжң«еҶ¶йҮ‘е·Ҙиүәзҡ„第дёҖжӯҘпјҢеңЁдҝқиҜҒйў—зІ’е…·жңүзәізұіз»“жһ„зҡ„еҗҢж—¶пјҢеҸҲдҝқиҜҒдәҶж°§еҢ–зү©йў—зІ’зҡ„иүҜеҘҪеҲҶж•ЈгҖҒь/span>




жңҖж–°еҠЁжҖ?/p>жӣҙеӨҡ![]()

 дёҠдёҖзҜҶь/a>
дёҠдёҖзҜҶь/a>