ж–№жЎҲиҜҰжғ…пјҷь/div>
йҮ‘еұһеўһжқҗеҲ¶йҖ пјҲAMпјүеҸҜеҲҶдёәзӣҙжҺҘжҲҗеһӢе’Ңй—ҙжҺҘжҲҗеһӢдёӨз§ҚгҖӮй—ҙжҺҘеўһжқҗеҲ¶йҖ е·Ҙиүәе’ҢзІүжң«жіЁеЎ‘жҲҗеһӢе·Ҙиүәдё?йҷ¶з“·жіЁеЎ‘жҲҗеһӢз®Җз§°CIMпјҢйҮ‘еұһжіЁеЎ‘жҲҗеһӢз®Җз§°MIM)пјҢеҲқе§ӢзІүжң«йңҖиҰҒе’ҢзІҳжҺҘеүӮе……еҲҶж··еҗҲпјҢз”ҹеқҜжҲҗеһӢеҗҺпјҢзІҳеҗҲеүӮеҲҷйңҖиҰҒйҖҡиҝҮеҠ зғӯгҖҒеӮ¬еҢ–жҲ–жә¶и§Јзӯүж–№жі•еҺ»йҷӨпјҲдјҡеҜјиҮҙйғЁд»¶ж”¶зј©пјүпјҢеҫ—еҲ°жЈ•еқҜпјҲbrown PartsпјүеҗҺеҶҚзғ§з»“пјҢдҪҝйӣ¶д»¶е…·жңүжңҖз»Ҳзҡ„еҪўзҠ¶е’ҢжҖ§иғҪгҖҒь/span>
еҪ“йҖҡиҝҮеҠ зғӯзӯүж–№ејҸеҺ»йҷӨеӨ§йғЁеҲҶзІҳеҗҲеүӮеҗҺпјҢйҷ¶з“·жҲ–йҮ‘еұһзІүжң«д»…йҖҡиҝҮзІҳеҗҲеүӮзҡ„йӘЁжһ¶з»“жһ„зІҳеҗҲеңЁдёҖиө·пјҢиҝҷдҪҝеҫ—иҜҘйғЁд»¶еҜ№зҺҜеўғиҰҒжұӮиҫғй«ҳгҖӮжҺҘдёӢжқҘйңҖиҰҒе°ҶзІҳеҗҲеүӮйӘЁжһ¶з»“жһ„еҠ зғӯеҺ»йҷӨ并е°ҶиҜҘйғЁд»¶зӣҙжҺҘзҪ®дәҺеҗҢдёҖзӮүдёӯзғ§з»“гҖӮйҷ¶з“·жіЁеЎ‘жҲҗеһӢCIMе’ҢйҮ‘еұһжіЁеЎ‘жҲҗеһӢMIMжҺ’иғ¶иҝҮзЁӢйңҖиҰҒеҺ»йҷӨжҢҘеҸ‘зү©е№¶дҝқиҜҒзІҫзЎ®зҡ„жё©еәҰеқҮеҢҖжҖ§пјҢд»Ҙдҫҝзғ§з»“е®ҢеҘҪпјҢиҫҫеҲ°е…¶жқҗж–ҷжҖ§иғҪгҖӮжҺ’иғ¶еҸҜд»ҘеңЁзңҹз©әгҖҒз©әж°”жҲ–жғ°жҖ§ж°”ж°ӣдёӢиҝӣиЎҢпјҢжғ°жҖ§ж°”дҪ“йҖҡеёёз”ЁдҪңиҪҪж°”жү«йҷӨжҢҘеҸ‘зҡ„зІҳеҗҲеүӮ并缩зҹӯжҺ’иғ¶ж—¶й—ҙгҖӮзғ§з»“иҝҮзЁӢйңҖиҰҒе…·жңүзү№е®ҡж°”ж°ӣзҡ„马弗зӮүпјҢеҸҜжҹҘиҜўCARBOLITE GEROпјҲеҚЎеҚҡиҺұзүёь/span>вҲҳь/span>зӣ–зҪ—пјүдә§е“ҒжүӢеҶҢдәҶи§ЈиҜҰз»ҶдҝЎжҒҜгҖҒь/span>
CARBOLITE GEROпјҲеҚЎеҚҡиҺұзүёь/span>вҲҳь/span>зӣ–зҪ—пјүзҡ„HTKй«ҳжё©з®ұејҸзӮүйқһеёёйҖӮз”ЁдәҺеўһжқҗеҲ¶йҖ жҲ–зІүжң«жіЁеЎ‘件зҡ„йӘЁжһ¶зІҳеҗҲеүӮжҺ’иғ¶е’Ңзғ§з»“гҖӮе…¶иүҜеҘҪзҡ„жё©еәҰеқҮеҢҖжҖ§зЎ®дҝқеңЁж•ҙдёӘи…”е®ӨеҶ…иҝӣиЎҢзІҫзЎ®зҡ„жҺ’иғ¶е’Ңзғ§з»“гҖӮж— и®әжҳҜеңЁжғ°жҖ§жҲ–еҸҚеә”жҖ§ж°”ж°ӣдёӢпјҢжҲ–жҳҜй«ҳзңҹз©әз”ҡиҮіи¶…й«ҳзңҹз©әдёӢпјҢе…¶йғҪеҸҜд»Ҙж»Ўи¶іеҜ№зҺҜеўғиҰҒжұӮжһҒй«ҳзҡ„жқҗж–ҷзҡ„зғ§з»“йңҖжұӮгҖҒь/span>
CARBOLITE GEROпјҲеҚЎеҚҡиҺұзүёь/span>вҲҳь/span>зӣ–зҪ—пјүHTKй«ҳжё©з®ұејҸзӮүзҹ©еҪўеүҚй—Ёзҡ„и®ҫи®ЎдҫҝдәҺиЈ…ж ·е’ҢеҸ–ж ·пјҢзү№еҲ«жҳҜеҜ№дәҺд»…еҗ«йӘЁжһ¶з»“жһ„зІҳеҗҲеүӮзҡ„жҳ“зўҺйғЁд»¶пјҲд№ӢеүҚ已移йҷӨеӨ§йғЁеҲҶзІҳеҗҲеүӮпјүгҖ HTKзі»еҲ—жңүеӣӣз§ҚдёҚеҗҢе°әеҜёпјҢ8еҚҮпјҢ25еҚҮпјҢ80еҚҮе’Ң200еҚҮгҖӮз”ұй’ЁпјҲWпјүжҲ–й’јпјҲMOпјүжһ„жҲҗзҡ„йҮ‘еұһзӮүиҶӣеҶ…пјҢзЎ®дҝқй«ҳзәҜеәҰжғ°жҖ§ж°”ж°ӣжҲ–й«ҳзңҹз©әеәҰпј?Г—10E-6 mbarпјүпјҢж°”ж°ӣйҖҡеёёеҢ…жӢ¬пјҡж°®ж°”пјҢж°©ж°”пјҲй’ӣеҗҲйҮ‘пјүпјҢж°ўж°”пјҲдёҚй”Ҳй’ўпјүжҲ–ж··еҗҲж°”гҖҒь/span>
HTKзі»еҲ—еҠ зғӯе…ғ件дёҺдҝқжё©жқҗж–ҷдёәзӣёеҗҢзҡ„йҮ‘еұһжқҗж–ҷеҲ¶жҲҗпјҢдҝқжё©жқҗж–ҷз”ұй’ЁжҲ–й’јеҲ¶жҲҗзҡ„иҫҗе°„еұҸи”Ҫжһ„жҲҗпјҲж №жҚ®жүҖйҖүжӢ©зҡ„зӮүеһӢпјүгҖӮHTK Wзҡ„жңҖй«ҳжё©еәҰдёә2200В°CпјҢHTK MOдё?600В°CгҖӮеңЁжҺ’иғ¶иҝҮзЁӢдёӯдә§з”ҹзҡ„еәҹж°”йҖҡиҝҮеҸҜеҠ зғӯзҡ„еәҹж°”з®ЎйҒ“жҺ’еҮәпјҢ并еңЁе°ҫж°”зҮғзғ§зҒ«зӮ¬дёӯеӮ¬еҢ–зҮғзғ§гҖ CARBOLITE GEROпјҲеҚЎеҚҡиҺұзүёь/span>вҲҳь/span>зӣ–зҪ—пјүйҖҡиҝҮеҲҮжҚўиҝӣж°”ж–№ејҸе®һзҺ°еҜ№дәҺзҺҜеўғиҰҒжұӮиҫғй«ҳзҡ„жқҗж–ҷж— жұЎжҹ“зғ§з»“пјҢеҰӮдёӢеӣҫжүҖзӨәгҖҒь/span>
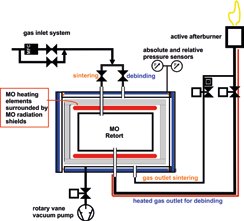
зӮүиҶӣеҶ…жҺ’иғ¶жҲ–зғ§з»“иҝҮзЁӢдёӯзҡ„ж°”и·Ҝ
еңЁжҺ’иғ¶жңҹй—ҙпјҢж°”ж°ӣд»ҺйЎ¶йғЁйҖҡе…ҘзӮүиҶӣеҶ…пјҢз”ұдәҺе·ҘиүәеҶ…и…”жңӘе®Ңе…ЁеҜҶе°Ғдё”еӨ–йғЁеҺӢеҠӣз•Ҙй«ҳдәҺи…”е®ӨеҶ…йғЁпјҢеӣ жӯӨж°”дҪ“дјҡиҝӣе…Ҙи…”е®ӨеҶ…йғЁпјҢ并е°Ҷж°”жҖҒзІҳеҗҲеүӮд»Һи…”дҪ“еә•йғЁзҡ„ж°”дҪ“еҮәеҸЈжҺ’еҮәпјҢ然еҗҺеәҹж°”йҖҡиҝҮеҸҜеҠ зғӯеәҹж°”з®ЎйҒ“иҮіе°ҫж°”зҮғзғ§зҒ«зӮ¬гҖҒь/span>
еңЁжҺ’иғ¶жӯҘйӘӨд№ӢеҗҺпјҢеҸҜд»ҘеҲҮжҚўж°”и·Ҝиҝӣж°”ж–№ејҸгҖӮжӯӨж—¶пјҢж°”ж°ӣзӣҙжҺҘиҝӣе…Ҙе·ҘиүәеҶ…и…”дёӯ并д»Һзғ§з»“е·Ҙиүәеәҹж°”еҸЈжөҒеҮәзӮүиҶӣиҝӣе…Ҙе°ҫж°”зҮғзғ§зҒ«зӮ¬гҖӮз”ұдәҺжІЎжңүж°”жҖҒзІҳеҗҲеүӮпјҢжүҖд»ҘдёҚеҶҚйңҖиҰҒеҠ зғӯеәҹж°”з®ЎйҒ“гҖӮиҝҷз§Қж”№еҸҳж°”жөҒзҡ„ж–№ејҸйҳІжӯўеӯҳеңЁдәҺе·ҘиүәеҶ…и…”еӨ–йғЁзҡ„ж®ӢдҪҷзІҳеҗҲеүӮеңЁзғ§з»“иҝҮзЁӢдёӯиҝ”еӣһеҲ°ж ·е“ҒдёҠпјҢд»ҺиҖҢе®һзҺ°еҜ№ж ·е“Ғзҡ„жё…жҙҒдҪңз”ЁгҖҒь/span>
еңЁзӮүиҶӣеҶ…пјҢеҠ зғӯе…ғ件еҲҶеёғдәҺзӮүи…”зҡ„еә•йғЁгҖҒе·Ұдҫ§гҖҒеҸідҫ§е’ҢйЎ¶дҫ§пјҢжңүеҲ©дәҺжё©еәҰеқҮеҢҖжҖ§гҖӮиҫғеӨ§дҪ“з§Ҝзҡ„зӮүиҶӣпјҢеҗҺеЈҒе’ҢеүҚйғЁд№ҹйғҪй…ҚжңүеҠ зғӯе…ғ件пјҢд»ҘжӣҙеҠ зЎ®дҝқеҮәиүІзҡ„жё©еәҰеқҮеҢҖжҖ§гҖҒь/span>
CarboliteвҲҳь/span>GeroпјҲеҚЎеҚҡиҺұзүёь/span>вҲҳь/span>зӣ–зҪ—пјүжҳҜдё“дёҡй«ҳз«Ҝзҡ„з®ұејҸгҖҒз®ЎејҸ马弗зӮүе’Ңзғҳз®ұе“ҒзүҢпјҢжё©еәҰиҢғеӣҙ30в„?3000в„ғпјҢдә§е“ҒиҰҶзӣ–й«ҳжё©зӮүгҖҒзңҹз©әзӮүгҖҒж°”ж°ӣзӮүгҖҒзҹіеўЁзӮүпјҢе·Іиў«е№ҝжіӣеә”з”ЁдәҺиҲӘз©әиҲӘеӨ©гҖҒйҷ¶з“·гҖҒз…ӨзӮӯгҖҒйҮ‘еұһгҖҒз”өеӯҗзӯүиЎҢдёҡпјҢ并еҸҜдёәе®ўжҲ·жҸҗдҫӣж»Ўи¶іиЎҢдёҡж ҮеҮҶе’Ңе·ҘиүәйңҖжұӮзҡ„е®ҡеҲ¶еҢ–и§ЈеҶіж–№жЎҲгҖӮжӣҙеӨҡдҝЎжҒҜпјҢиҜ·иҒ”зіәь/span>
 жүӢжңәзүҮьimg class="sj_xl" src="/dons/v2images/xia.png"/>
жүӢжңәзүҮьimg class="sj_xl" src="/dons/v2images/xia.png"/>
 е…ідәҺжҲ‘们
е…ідәҺжҲ‘们 еҠ е…Ҙ收и—Ҹ
еҠ е…Ҙ收и—Ҹ

 зҷҪйҮ‘дјҡе‘ҳ
зҷҪйҮ‘дјҡе‘ҳ
 зҷҪйҮ‘дјҡе‘ҳ
зҷҪйҮ‘дјҡе‘ҳ
 е·Іи®ӨиҜ?/p>
е·Іи®ӨиҜ?/p>


 е…Қиҙ№дёӢиҪҪ
е…Қиҙ№дёӢиҪҪ



