金牌会员
金牌会员
 已认�?/p>
已认�?/p>
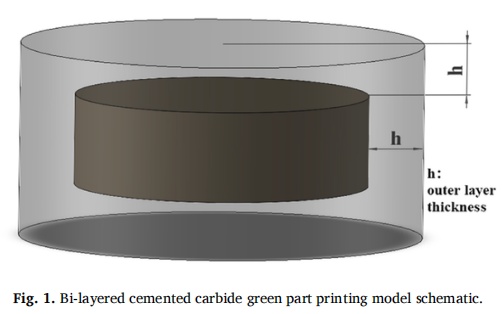
导读:近日,中南大学粉末冶金国家重点实验室周科朝教授团队采用升华三维材料挤出增材制造装备,通过高流动填充打印策略,显著提升�?D构件层间结合强度,材料的相对密度与力学性能与传统注塑件接近,为高强度、致密金属陶瓷材料的提供新的技术思路。他们最新的研究成果发表在增材制造领域顶刊《Additive Manufacturing》上、�/p>

近年来,随着增材制造技术的不断发展,含金属和陶瓷粉末的3D打印材料也取得了显著的进步。与单一的金属或陶瓷材料不同,金属陶瓷是一种金�?陶瓷复合材料,且有金属的高导电性和韧性,以及陶瓷的耐高温、高硬度和化学稳定性等优异性能。然而,因为金属粉末和陶瓷粉末的熔点和表面性能存在较大差异,选择性激光烧�?SLS)、三维打�?3DP)和粘结剂喷射(BJ)等技术并不太适合金属陶瓷材料的打印。而采用材料挤出的打印方式,打破了材料类型的界限,使得能够制造基于粉末冶�?PM)工艺的金属、陶瓷和金属-陶瓷复合材料零件、�/p>
材料挤出方式主要包括熔融沉积成型(FDM)和熔融挤压成�?MEM)。目前,FDM已被证明适用于PM领域,可基于成熟粉末注射成型(PIM)工艺打印几何复杂部件,从而降低原料粉末消耗,且可应用于昂贵的WC-Co合金和陶瓷粉末,也可很好地适配后续的脱脂和烧结工艺。然而,由于高填充丝材的脆性和柔韧性不足,FDM技术不适合微米级陶瓷材料的稳定打印。为了解决这一问题,该团队以聚甲醛(POM)为主要粘合剂,开发了一种基于螺杆挤出方式的颗粒状原料、�span style="color: rgb(0, 112, 192);">采用升华三维大尺寸独立双喷嘴打印机UPS-556+�/strong>通过高流动填充打印策略,显著提升�?D构件层间结合强度,材料的相对密度与力学性能与传统注塑件接近,为高强度、致密金属陶瓷材料的制造提供新的技术思路。他们最新的研究成果发表在增材制造领域顶刊《Additive Manufacturing》上、�/p>

▲基于螺杆挤压的颗粒进料金属陶瓷加工流程
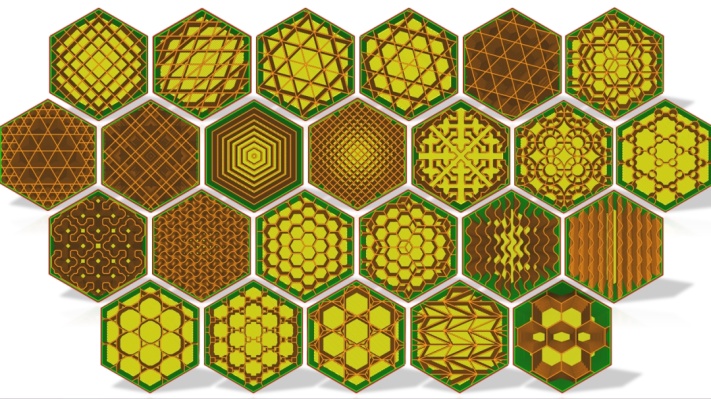
在材料挤压打印过程中,原料被加热到熔融状态,由喷嘴挤压成圆柱形线条,再通过规划路径层层沉积成型,这些线条之间的链接会产生一定缝隙或区域薄弱等缺陷。为了完全消除相关缺陷,研究团队通过不断认证发现除了材料性能、进料制造工艺、打印工艺参数等多种因素的影响之外,填充路径对聚合物打印件的性能有重要影响。该团队以具有良好化学稳定性和高温导电性的NiFe2O4基金属陶瓷为基础,制备出了两种分别为62vol%�?6vol%不同固含量颗粒原料,重点研究了材料加载和填充路径对nife2o4基陶瓷微观结构及力学性能的影响。通过设置包括(0°�?°)�?0°�?0°)�?90°�?0°)、同心圆�?45°�?5°)�?45°�?35°)不同的打印路径,提出了一种高流量填充方法、�/p>

▲不同填充路径打印方弎�/p>
该团队采用固含量�?6vol%的原料,且通过(45°�?35°)高流量填充法制备出了高相对密度为96.7%的NiFe2O4-25(Cu-20Ni)金属陶瓷,其平均弯曲强度为173.5 MPa,接近注塑样品的178.4 MPa。且通过控制原料的打印参数和粘度,可以实现三维样品的长期高流量填充效果,可制备的结构复杂,性能稳定的大型PM制品。经过研究表明,通过高流量填充方法可以使用材料挤压工艺制造高质量的金属陶瓷复合材料,在复杂形状的阳极,切削工具和耐磨部件中具有潜在的应用前景、�/p>

▲固含量�?6vol%的烧结陶瓷的性能

▲具有均匀微观结构和令人满意性能的致密样品的高流量填充印刷的概述国�/p>
升华三维UPS-556采用了独立双喷嘴设计,可以同时打印或者各自轮流打印金属和陶瓷不同种类材料的复合产品开发,实现大尺寸复杂结构的快速成形。大大节省了产品打印时间,具有操作简单、工业型、高精度、高质量、高性价比等优点。再结合反应烧结制备工艺在复杂结构碳化硅陶瓷产品近净尺寸成型方面形成了巨大优势,从而提高了产品生产效率并降低生产成本,为制造复杂结构金属陶瓷提供了新的工艺方案、�/p>