 йҮ‘зүҢдјҡе‘ҳ
йҮ‘зүҢдјҡе‘ҳ
 е·Іи®ӨиҜ?/p>
е·Іи®ӨиҜ?/p>
й’Ёеӣ е…¶иүҜеҘҪзҡ„зғӯжңәжў°жҖ§иғҪпјҲеҰӮй«ҳзҶ”зӮ№гҖҒй«ҳеҜҶеәҰгҖҒй«ҳеҜјзғӯжҖ§е’ҢйҖӮеәҰзҡ„зғӯиҶЁиғҖпјүиҖҢжҲҗдёәй«ҳжё©еә”з”Ёзҡ„йҰ–йҖүжқҗж–ҷгҖӮжӯӨеӨ–пјҢе…¶й«ҳеҜҶеәҰе’ҢжһҒдҪҺзҡ„жә…е°„дҫөиҡҖзҺҮдҪҝе…¶йҖӮз”ЁдәҺиҫҗе°„жҲ–е…¶д»–жһҒз«ҜзҺҜеўғпјҢеҸҜз”ЁдәҺеҲ¶йҖ жіўеҜјгҖҒеҮҶзӣҙеҷЁгҖҒж ёеҸҚеә”е ҶзӯүзҰ»еӯҗдҪ“йқўз»„件зӯүпјҢиҰҶзӣ–иҲӘеӨ©гҖҒиҲӘз©әгҖҒеҶӣдәӢгҖҒеҢ»з–—д»ҘеҸҠж ёе·ҘдёҡзӯүеӨҡйўҶеҹҹгҖҒь/span>
й’ЁйҮ‘еұһзҡ„е№ҝжіӣдјҳзӮ№д№ҹжҲҗдёәе…¶йҡҫд»ҘеҠ е·Ҙзҡ„еҺҹеӣ гҖӮзәҜй’Ёзҡ„зҶ”зӮ№й«ҳиҫҫ3410ж‘„ж°ҸеәҰпјҢе°Ҫз®Ўй’ЁеҗҲйҮ‘зҶ”зӮ№жңүжүҖйҷҚдҪҺпјҢдҪҶеқҮеұһдәҺйҡҫзҶ”йҮ‘еұһпјҢеҫҲйҡҫ用常规方法еҲ¶йҖ гҖӮйҖҡеёёпјҢй’ЁеҸҠй’ЁеҗҲйҮ‘еҸҜз»ҸзІүжң«еҶ¶йҮ‘еҲ¶еқҜгҖҒжҢӨеҺӢгҖҒй”»йҖ гҖҒиҪ§еҲ¶гҖҒж—ӢеҺӢе’ҢжӢүжӢ”зӯүеҠ е·ҘжҲҗжқҗпјҢдҪҶеҠ е·ҘжҲҗжң¬й«ҳдё”иҖ—ж—¶пјҢжүҖиғҪеҲ¶йҖ зҡ„йӣ¶д»¶з»“жһ„еӨҚжқӮеәҰжңүйҷҗгҖҒьspan style="margin: 0px; padding: 0px; outline: 0px; max-width: 100%; box-sizing: border-box !important; overflow-wrap: break-word !important; color: rgb(216, 40, 33); visibility: visible;">3Dжү“еҚ°иЎҢдёҡеҜ№й’Ёжқҗж–ҷзҡ„е…іжіЁеҸҜи°“з”ұжқҘе·Ід№…гҖҒь/strong>

й’Ёзҡ„еә”з”ЁпјҲжқҘиҮӘдёӯй’ЁеңЁзәҝпјү
иҝ‘е№ҙжқҘпјҢ3Dжү“еҚ°жҠҖжңҜдёәй’ЁйҮ‘еұһзҡ„еҲ¶йҖ жҸҗдҫӣдәҶдёҖз§ҚжүӢж®өпјҢйҮҮз”ЁSLMгҖҒBJгҖҒFDMжҢӨеҮәд»ҘеҸҠDLPзӯүеҹәдәҺзӣҙжҺҘзҶ”еҢ–е’ҢеҹәдәҺзғ§з»“дёӨз§ҚйҖ”еҫ„зҡ„дёҚеҗ?Dжү“еҚ°е·ҘиүәеқҮжҺўзҙўдәҶиҝҷз§Қжқҗж–ҷзҡ„еҲ¶йҖ еҸҜиЎҢжҖ§гҖҒьstrong style="margin: 0px; padding: 0px; outline: 0px; max-width: 100%; box-sizing: border-box !important; overflow-wrap: break-word !important; visibility: visible;">зЎ¬иҙЁеҗҲйҮ‘еҲ¶йҖ е…¬еҸёеҜ„еёҢжңӣдәҺиҝҷдёҖж–°жҠҖжңҜиғҪдёәй’ЁйҮ‘еұһзҡ„еҲ¶йҖ ејҖиҫҹж–°зҡ„йҖ”еҫ„пјҢдё»жөҒзҡ„3Dжү“еҚ°иЈ…еӨҮеҲ¶йҖ е•Ҷд№ҹз§ҜжһҒжҺўзҙўдәҶй’ЁйҮ‘еұһзҡ„жҲҗеҪўе·Ҙиүә并зә·зә·иЎЁзӨәеҸ–еҫ—дәҶзӘҒз ҙгҖҒь/span>
еҹәдәҺзҶ”еҢ–пјҢзӣҙжҺҘжҝҖе…?Dжү“еҚ°
йҖүжӢ©жҖ§жҝҖе…үзҶ”еҢ–пјҲSLM/L-PBFпјүжҳҜеҲ¶йҖ й«ҳзІҫеәҰе’Ңй«ҳиҙЁйҮҸеҠҹиғҪйғЁд»¶зҡ„жңҖжҲҗеҠҹзҡ„еўһжқҗеҲ¶йҖ жҠҖжңҜд№ӢдёҖгҖӮеӨҡе№ҙд»ҘжқҘпјҢеӣҪеҶ…зҹҘеҗҚзҡ„йҮ‘еұ?Dжү“еҚ°еҲ¶йҖ е•ҶеқҮиЎЁзӨәе·Іж”»е…ӢдәҶй’Ёзҡ„жҝҖе…?Dжү“еҚ°е№¶жҲҗеҠҹе®һзҺ°дәҶеә”з”ЁпјҢжүҖз»ҷеҮәзҡ„дҫӢиҜҒж— дёҖдҫӢеӨ–еқҮжҳҜеҢ»з–—дҪҝз”Ёзҡ„й’Ёж јж …пјҢиҖҢдё”йІңжңүжҢҒз»ӯжҖ§зҡ„жҠҘйҒ“гҖҒь/span>
еҹәдәҺжҝҖе…үзҡ„жҠҖжңҜжңҖеӨ§зҡ„й—®йўҳжҳҜжё©еәҰжўҜеәҰзҡ„еӯҳеңЁпјҢжҳ“еҜјиҮҙж®ӢдҪҷеә”еҠӣ并引иө·ејҖиЈӮгҖӮеҠідјҰж–ҜеҲ©еј—иҺ«е°”еӣҪ家е®һйӘҢе®Өзҡ„з ”з©¶дәәе‘ҳжҢҮеҮәпјҢеңЁе…ідәҺй’Ёзҡ„3Dжү“еҚ°з ”究дёӯпјҢеқҮжҠҘйҒ“дәҶеӨ§дәҺ98%зҡ„й«ҳеҜҶеәҰпјӢьspan style="margin: 0px; padding: 0px; outline: 0px; max-width: 100%; box-sizing: border-box !important; overflow-wrap: break-word !important; color: rgb(216, 40, 33); visibility: visible;">дҪҶеҫ®иЈӮзә№зҡ„еҪўжҲҗеҚҙйҡҫд»ҘйҒҝе…ҚгҖ?Dжү“еҚ°жҠҖжңҜеҸӮиҖғеҜ№д»ҺдәӢиҜҘжқҗж–ҷз ”з©¶зҡ„еӨҡ家еҚ•дҪҚзҡ„з ”з©¶дәәе‘ҳиҝӣиЎҢдәҶдәҶи§ЈпјҢй’Ёж јж …зӣёеҜ№е®№жҳ“жү“еҚ°пјҢиҷҪ然ејәеәҰдёҚй«ҳпјҢдҪҶиғҪж»Ўи¶іеҢ»з–—дёҠеҜ№иҫҗе°„еұҸи”ҪдҪңз”Ёзҡ„иҰҒжұӮпјҢиҖҢй’Ёзҡ„еқ—дҪ“еңЁжү“еҚ°иҝҮзЁӢдёӯжһҒжҳ“ејҖиЈӮгҖҒь/span>пјҲеҸӮиҖғпјҡ10.1016/j.actamat.2020.04.060пјҲь/span>

й’Ёзҡ„жҝҖе…үжү“еҚ°иҷҪ然еҸҜд»ҘйҖҡиҝҮеҗҲйҮ‘еҢ–е’Ңе·ҘиүәдјҳеҢ–жқҘж”№е–„пјҢдҪҶиҝҷдёӨз§Қж–№жі•зҡ„жҲҗеҠҹйғҪжңүйҷҗгҖӮеҜ№дәҺй«ҳжҜ”йҮҚй’ЁеҗҲйҮ‘пјҢз”ұдәҺжҲҗеҲҶеӨҡж ·пјҢжҖ§иғҪе·®ејӮеӨ§пјҢзҶ”зӮ№жңҖй«ҳзӣёе·?400в„ғпјҢеҗ„е…ғзҙ зҡ„йҘұе’Ңи’ёж°”еҺӢдёҚеҗҢгҖӮеӨ©жҙҘеӨ§еӯҰе’ҢдёӯеҚ—еӨ§еӯҰзҡ„з ”з©¶дәәе‘ҳд№ҹжҢҮеҮәпјҢйҮҮз”ЁSLMйҡҫд»ҘдҝқиҜҒй’ЁеҗҲйҮ‘дёӯеҗ„жҲҗеҲҶзҡ„еҸҜжҺ§жҖ§пјҢеҲ¶йҖ е…·жңүдјҳејӮжңәжў°жҖ§иғҪе…ЁеҜҶеәҰй’ЁеҗҲйҮ‘еҗҢж ·еӣ°йҡҫгҖҒь/span>
ж— з–‘пјҢйҮҮз”ЁжҝҖе…үеҲ¶йҖ й’Ёж јж …жҳҜзӣҙжҺҘжҝҖе…үзҶ”еҢ–еҸ–еҫ—зҡ„жҳҫи‘—зӘҒз ҙдёҺжңҖжҲҗеҠҹзҡ„зҡ„еә”з”ЁпјҢ然иҖҢй’Ёзҡ„еә”з”ЁеҚҙ并дёҚеҸӘжҳҜз”ЁжқҘеҒҡж јж „ь/strong>гҖҒь/span>
еҹәдәҺзғ§з»“пјҢй—ҙжҺ?Dжү“еҚ°
еҹәдәҺзғ§з»“зҡ„й—ҙжҺ?Dжү“еҚ°дёәй’ЁйҮ‘еұһжқҗж–ҷжҲҗеҪўжҸҗдҫӣдәҶеҸҰдёҖз§ҚеҠ е·ҘжүӢж®өгҖӮдё»иҰҒе·ҘиүәеҢ…жӢ¬жҢӨеҮәгҖҒе…үеӣәеҢ–д»ҘеҸҠзІҳз»“еүӮе–·е°„гҖӮиҝҷдәӣе·ҘиүәеқҮжҳҜе…ҲжҲҗеҪўйӣ¶д»¶еқҜдҪ“пјҢ然еҗҺйҮҮз”Ёдј з»ҹзІүжң«еҶ¶йҮ‘зҡ„е·Ҙиүәе®һзҺ°й’ЁйҮ‘еұһзҡ„зғ§з»“иҮҙеҜҶеҢ–гҖҒь/span>
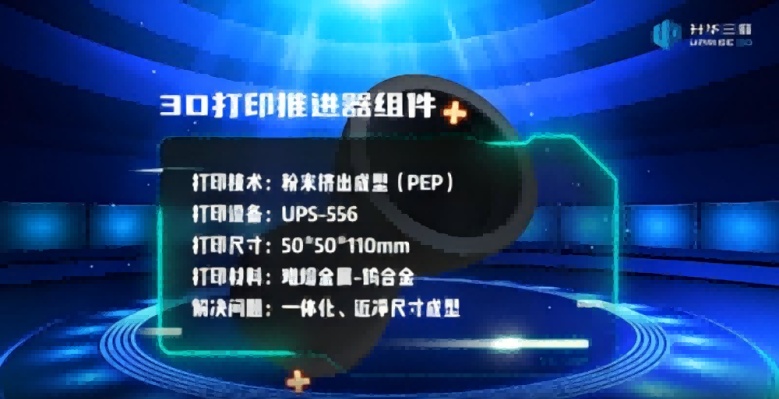
д»ҘеҚҮеҚҺдёүз»ҙжүҖејҖеҸ‘зҡ„зІүжң«жҢӨеҮәжү“еҚ°жҠҖжңҜпјҲPowder Extrusion printingпјҢPEPпјүдёәдҫӢпјҢиҜҘжҠҖжңҜеҜ№еҺҹе§ӢзІүжң«зҡ„зҗғеҪўеәҰе’ҢжөҒеҠЁжҖ§жІЎжңүдёҘж јиҰҒжұӮпјҢйҖҡиҝҮе°Ҷж··еҗҲжңүйҮ‘еұһзІүжң«е’ҢиҒҡеҗҲзү©зІҳз»“еүӮзҡ„йў—зІ’ж–ҷеҠ зғӯжҲҗзҶ”иһҚиҶҸзҠ¶жөҒдҪ“пјҢ并е°Ҷе…¶йҖҗеұӮжІүз§ҜжқҘз”ҹдә§з”ҹеқҜпјҢеҗҺз»Ҹи„ұи„Ӯе’Ңзғ§з»“еҗҺеҸҜеҪўжҲҗе…·жңүжүҖйңҖз»“жһ„е’Ңй«ҳжҖ§иғҪзҡ„еҗҲйҮ‘йӣ¶д»¶гҖҒь/span>

еҚҮеҚҺдёүз»ҙиҮӘдё»з ”еҸ‘дәҶй’ЁеҗҲйҮ‘йў—зІ’ж–ҷUPGM-96WNIFEпј?6W-2.7Ni-1.3FeпјҢдёӢз§?6WпјүпјҢ并еҜ№3Dжү“еҚ°е’Ңи„ұи„Ӯзғ§з»“е·ҘиүәиҝӣиЎҢз ”з©¶пјҢжҺҢжҸЎдәҶеҪұе“Қй’ЁеҗҲйҮ‘иҮҙеҜҶеҢ–зҡ„е…ій”®е·ҘиүәеҸӮж•°гҖӮеӣ зғ§з»“жё©еәҰдҪҺдәҺзӣҙжҺҘ3Dжү“еҚ°е®Ңе…ЁзҶ”еҢ–зҡ„жё©еәҰпјҢе…Ғи®ёзғӯйҮҸжӣҙеқҮеҢҖзҡ„ж–ҪеҠ пјҢзЎ®дҝқдәҶдә§е“ҒжҖ§иғҪзҡ„дёҖиҮҙжҖ§пјҢд»ҺиҖҢдёәиҺ·еҫ—иҮҙеҜҶе’ҢжҖ§иғҪдјҳејӮзҡ„з»“жһ„件еҲӣйҖ дәҶжқЎд»¶гҖҒь/span>
д»ҘиҜҘе…¬еҸёејҖеҸ‘зҡ„96WдёәдҫӢпјҢйӣ¶д»¶зҡ„иҮҙеҜҶеәҰи¶…иҝ?9%пјҢжҠ—жӢүејәеә?03MpaпјҢ延伸зҺҮ30.6%гҖӮйҖҡеёёпјҢй’ЁеҹәеҗҲйҮ‘зҡ„жҠ—жӢүејәеәҰе’Ңдјёй•ҝзҺҮйҡҸй’Ёеҗ«йҮҸзҡ„еўһеҠ иҖҢйҖҗжёҗйҷҚдҪҺгҖӮж №жҚ®зӣёе…із ”究пјҢ90Wзҡ„жңҖеӨ§дјёй•ҝзҺҮдё?1%пј?5W-97WиҜ•ж ·зҡ„жӢүдјёејәеәҰе’Ңдјёй•ҝзҺҮеҲҶеҲ«дёә700-850 MPaе’?-15%гҖӮеӣ жӯӨеҸҜд»ҘеҸ‘зҺ°пјҢйҮҮз”Ёй—ҙжҺҘ3Dжү“еҚ°жҠҖжңҜеҲ¶еӨҮзҡ„96WиҜ•ж ·еңЁдҝқжҢҒй«ҳжҠ—жӢүејәеәҰзҡ„еҗҢж—¶пјҢеӨ§еӨ§жҸҗй«ҳдәҶе…¶дјёй•ҝзҺҶь/span>гҖҒь/span>пјҲеҸӮиҖғпјҡ10.1016/j.msea.2021.141417пјҲь/span>


дҪҝз”ЁзІүжң«зҶ”иһҚжҢӨеҮәй—ҙжҺҘ3Dжү“еҚ°жҠҖжңҜеңЁжү“еҚ°й’ЁеҗҲйҮ‘йӣ¶д»¶ж–№йқўе…·жңүдёҖе®ҡдјҳеҠҝпјҢдҪҝеҲ¶йҖ иҝ‘еҮҖеҪўзҠ¶зҡ„з»“жһ„йӣ¶д»¶жҲҗдёәеҸҜиғҪгҖӮиҖҢдё”иҝҷз§ҚжҲҗеҪўе·Ҙиүәз®ҖеҚ•пјҢж— йңҖжҝҖе…үеҷЁд»¶пјҢи®ҫеӨҮгҖҒжқҗж–ҷжҠ•е…ҘжҲҗжң¬иҫғдҪҺпјҢйҖӮз”ЁдәҺзІүжң«еҶ¶йҮ‘жүҖз”Ёзҡ„зІүжң«жқҗж–ҷпјҢе…·жңҲьspan style="margin: 0px; padding: 0px; outline: 0px; max-width: 100%; box-sizing: border-box !important; overflow-wrap: break-word !important; color: rgb(216, 40, 33);">дҪҺжё©жҲҗеҪўгҖҒй«ҳжё©жҲҗжҖ?/strong>зҡ„зү№жҖ§гҖҒь/span>
еҚҮеҚҺдёүз»ҙжңҖз»Ҳдә§е“Ғзҡ„жҲҗеһӢгҖҒжҲҗжҖ§еңЁжқҗж–ҷй…Қж–№йҳ¶ж®өе°ұе·ІеҶіе®ҡпјҢеҸҰеӨ–дјҡеҜ№зү№ж®Ҡз»“жһ„件иҝӣиЎҢдёҖе®ҡзҡ„жҠҖжңҜе№Ійў„е’ҢдјҳеҢ–пјҢйҳІжӯўеңЁзғ§з»“иҝҮзЁӢдёӯзҡ„еҸҳеҪўе’ҢејҖиЈӮгҖҒь/span>жүҖејҖеҸ‘зҡ„й’ЁеҗҲйҮ‘еұҸи”ҪзҪҗз»ҸиҝҮеӨҡж¬ЎжөӢиҜ•еҲҶжһҗпјҢе……еҲҶж»Ўи¶ідәҶеҜ№иҫҗе°„жәҗеұҸи”Ҫж•Ҳжһңзҡ„иҰҒжұӮгҖҒь/span>еҗҢж—¶пјҢе…¶еқҮеҢҖжҖ§гҖҒеҠӣеӯҰжҖ§иғҪгҖҒзғӯжҖ§иғҪдјҳејӮпјҢеңЁиҪ¬иҝҗиҝҮзЁӢдёӯзҡ„е®үе…ЁжҖ§д№ҹйЎәеҲ©йҖҡиҝҮжөӢиҜ•гҖҒь/span>
END
йңҖиҰҒжҢҮеҮәзҡ„жҳҜпјҢжҜҸз§Қе·ҘиүәйғҪжңүеҗ„иҮӘзҡ„дјҳеҠҝдёҺдёҚи¶ігҖӮеҪ“еүҚжҝҖе…үзӣҙжҺҘеҲ¶йҖ й’ЁйҮ‘еұһеқ—дҪ“еңЁејҖиЈӮе’ҢжҲҗеҪўж–№йқўжңүдёҚи¶ід№ӢеӨ„пјҢжҢӨеҮәе’Ңзғ§з»“зҡ„ж–№жЎҲеҲҷйҡҫд»ҘеҲ¶йҖ и–„еЈҒж јж …з»“жһ„гҖҒь/span>
иҷҪдёҚеҰӮзӣҙжҺҘжҝҖе…?Dжү“еҚ°еә”з”Ёжҷ®йҒҚпјҢдҪҶжҢӨеҮәзғ§з»“ж–№жЎҲеңЁй«ҳжё©еҗҲйҮ‘гҖҒйҡҫзҶ”йҮ‘еұһзӯүзү№з§ҚйҮ‘еұһеҸҠзү№з§ҚеҗҲйҮ‘йӣ¶йғЁд»¶зҡ?Dжү“еҚ°еҲ¶йҖ ж–№йқўжӣҙдёәзҒөжҙ»гҖӮеҚҮеҚҺдёүз»ҙжңүжңӣдёәй’ЁеҸҠй’ЁеҗҲйҮ‘зҡ„еўһжқҗеҲ¶йҖ еә”з”ЁжҸҗдҫӣй«ҳж•Ҳдё”й«ҳжҖ§д»·жҜ”зҡ„з”ҹдә§и§ЈеҶіж–№жЎҲгҖҒь/span>



- ж°®еҢ–зЎ…йў—зІ’ж–ҷпјҲUPGM-Si3N4пјҲь/a>
- зўіеҢ–зЎ…йў—зІ’ж–ҷпјҲUPGM-SICпјҲь/a>
- зЎ¬иҙЁеҗҲйҮ‘йў—зІ’ж–ҷпјҲUPGM-YG10пјҲь/a>
- зәҜй“ңйў—зІ’ж–ҷпјҲUPGM-CUпјҲь/a>
- жўҜеәҰеҠҹиғҪжқҗж–ҷ3Dжү“еҚ°жңәUPR-241
- UPFM-316Lж–°еһӢйҮ‘еұһзәҝжқҗ
- UPGM-96WNIFEйҮ‘еұһиҒҡеҗҲзү©еӨҚеҗҲжқҗж–ҳь/a>
- UPGM-17-4PHйҮ‘еұһиҒҡеҗҲзү©еӨҚеҗҲжқҗж–ҳь/a>
- UPGM-304йҮ‘еұһиҒҡеҗҲзү©еӨҚеҗҲжқҗж–ҳь/a>
- зңҹз©әи„ұи„Ӯзғ§з»“зӮҲь/a>
- UPGM-96WNIFEйҮ‘еұһиҒҡеҗҲзү©еӨҚеҗҲжқҗж–ҳь/a>
- UPGM-17-4PHйҮ‘еұһиҒҡеҗҲзү©еӨҚеҗҲжқҗж–ҳь/a>
- UPGM-304йҮ‘еұһиҒҡеҗҲзү©еӨҚеҗҲжқҗж–ҳь/a>
- UPFM-316Lж–°еһӢйҮ‘еұһзәҝжқҗ
- UPGM-AL2O3йҷ¶з“·иҒҡеҗҲзү©еӨҚеҗҲжқҗж–ҳь/a>
- UPGM-316LйҮ‘еұһиҒҡеҗҲзү©еӨҚеҗҲжқҗж–ҳь/a>
- ж°§еҢ–зү©йҷ¶з“·зғ§з»“马弗зӮү
- еӨ§е°әеҜёзӢ¬з«ӢеҸҢе–·еҳҙ3Dжү“еҚ°жңәUPS-556

иҷҡжӢҹеҸ·е°Ҷеңз§’еҗҺеӨұж•Ҳ
з«ӢеҚіжӢЁжү“дёәдәҶдҝқиҜҒйҡҗз§Ғе®үе…ЁпјҢе№іеҸ°е·ІеҗҜз”ЁиҷҡжӢҹз”өиҜқпјҢиҜ·ж”ҫеҝғжӢЁжү“
(жҡӮдёҚж”ҜжҢҒзҹӯдҝЎ)

