登录

- APP
中国粉体网欢迎您�?/div>
- 粉享這�/a>
- 188188188b.com�𱦲�
微信

 关注微信公众叶�/span>
关注微信公众叶�/span>
- 中国粉体罐�/a>
 移动�?/p>
移动�?/p>
 m.cnpowder.com.cn
m.cnpowder.com.cn
登录
微信

 关注微信公众叶�/span>
关注微信公众叶�/span>
![]() 移动�?/p>
移动�?/p>
 m.cnpowder.com.cn
m.cnpowder.com.cn

干燥介质9�/p>其它
适用物料9�/p>多种可用
操作方式9�/p>连续弎�/span>
工作原理9�/p>其他
 留言询价
留言询价


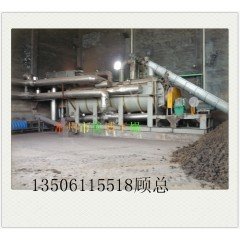
用于烘干工业盐的振动流化床干燥机完工用于烘干工业盐的振动流化床干燥机制作完成,试运行没问题即日发往江苏南通。我司制作生产的每台设备,出厂发货之前都要进行试运行,设备运行正常无误才会发往客户指定地点。‛�/p>

电镀污泥空心桨叶干燥机产品介绍: 该产品可对膏状、颗粒状、粉状、浆状物料间接加热或冷却,可完成 干燥、冷却、加热、灭菌、反应、低温燃烧等单元操作。设备中特殊的楔型搅拌传热浆叶具有较高的传热效率和传�?/p>

KJG-60m2空心桨叶干燥机装车发货,这次是用于市政污泥的烘干,蒸汽加热,环保又节能。污泥干燥机简介: 污泥干燥机是一种利用契形空心桨叶及圆筒设备内壁热传导原理,将工业废氳�/p>

WLDH卧式螺带混合机革命性的改变了传统工艺的粉、粉液、固体颗粒、颗粒状物料的混合状况,使粉-粉、粉-液、固体颗粒、颗粒状物料的混合向高速、高效、易操作清洗方便,无污染方面发展。标志着现代工艺的显著进

苦荞颗粒生产线设备配置单:一、主要配置如上�1.ZLB-300型旋转制粒机 2.CH-200型槽形混合机 3.ZLG-0.6×6型振动流床干燥机 (一整套)二、主要技术参数及月�/p>
 双桨叶空心桨叶干燥设备的工作原理介绍>�/li>双桨叶空心桨叶干燥设备的使用方法>�/li>双桨叶空心桨叶干燥设备多少钱一台?双桨叶空心桨叶干燥设备使用的注意事项双桨叶空心桨叶干燥设备的说明书有吗?双桨叶空心桨叶干燥设备的操作规程有吗>�/li>双桨叶空心桨叶干燥设备的报价含票含运费吗>�/li>双桨叶空心桨叶干燥设备有现货吗?双桨叶空心桨叶干燥设备包安装吗?
双桨叶空心桨叶干燥设备的工作原理介绍>�/li>双桨叶空心桨叶干燥设备的使用方法>�/li>双桨叶空心桨叶干燥设备多少钱一台?双桨叶空心桨叶干燥设备使用的注意事项双桨叶空心桨叶干燥设备的说明书有吗?双桨叶空心桨叶干燥设备的操作规程有吗>�/li>双桨叶空心桨叶干燥设备的报价含票含运费吗>�/li>双桨叶空心桨叶干燥设备有现货吗?双桨叶空心桨叶干燥设备包安装吗?


























































































































 手机版:
手机版: