зҷ»еҪ•

- APP
дёӯеӣҪзІүдҪ“зҪ‘ж¬ўиҝҺжӮЁпј?/div>
- зІүдә«йҖҷь/a>
- 188188188b.comҪрұҰІ©
еҫ®дҝЎ

 е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
- дёӯеӣҪзІүдҪ“зҪҗь/a>
 移еҠЁз«?/p>
移еҠЁз«?/p>
 m.cnpowder.com.cn
m.cnpowder.com.cn
зҷ»еҪ•
еҫ®дҝЎ

 е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
![]() 移еҠЁз«?/p>
移еҠЁз«?/p>
 m.cnpowder.com.cn
m.cnpowder.com.cn

еҸӮиҖғд»·ж »ь/p>йқўи®®
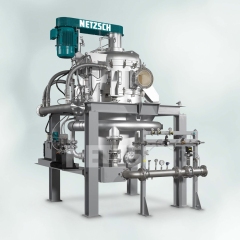
еһӢеҸ·
HF-53Tе“ҒзүҢ
жҳҘзЎ•дә§ең°
еӨ©жҙҘж ·жң¬
жҡӮж—дјҡе‘ҳ
|з¬?е№іь/p>|
з”ҹдә§е•…ь/p>
![]() е·Ҙе•Ҷе·Іж ёе®қь/p>
е·Ҙе•Ҷе·Іж ёе®қь/p>
 з•ҷиЁҖиҜўд»·
з•ҷиЁҖиҜўд»·
з©әж°”иҖ—йҮҸпјҲL/minпјүпјҡ
2з©әж°”еҺӢеҠӣпјҲkpaпјүпјҡ
2зІүзўҺзЁӢеәҰпјҷь/p>зІ—зІүзўҚь/span>
еҚ•дҪҚиғҪиҖ—пјҡ
е…¬ж–Өдә§йҮҸпјҷь/p>15000
иЈ…жңәеҠҹзҺҮпјҲkwпјүпјҡ
3жҲҗе“Ғз»ҶеәҰпјҷь/p>2
е…Ҙж–ҷзІ’еәҰпјҲmmпјүпјҡ
2е·ҘдҪңеҺҹзҗҶпјҷь/p>ж°”жөҒеүӘеҲҮ
з•ҷиЁҖиҜўд»·


иҷҡжӢҹеҸ·е°Ҷең180з§’еҗҺеӨұж•Ҳ
дҪҝз”Ёеҫ®дҝЎжү«з ҒжӢЁеҸ·
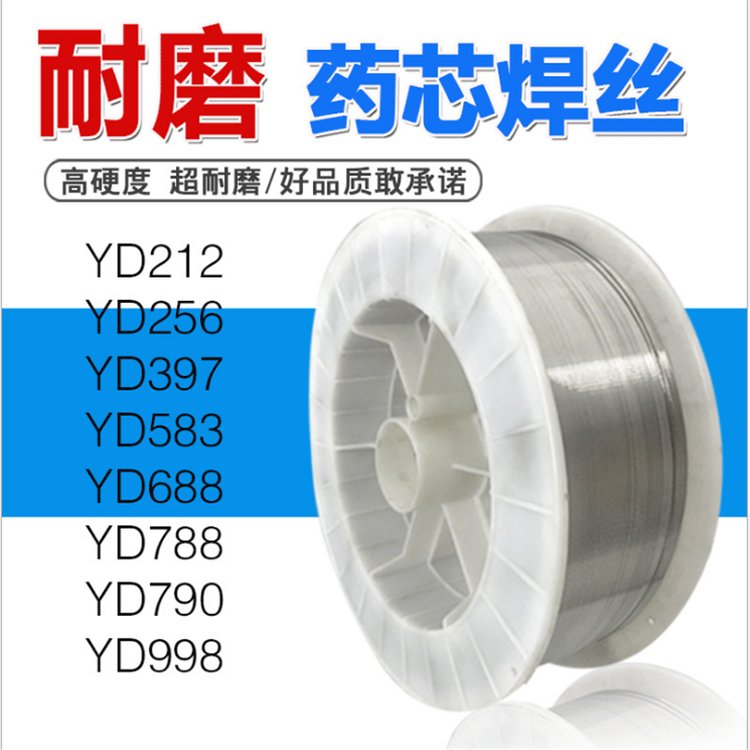
HF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„Ҡдёқ
й“ҫиҪ®дҝ®иЎҘз”ЁиҖҗзЈЁиҚҜиҠҜз„Ҡдёқз„ҠеҗҺзЎ¬еәҰпјҷь/span>HRC 50-55В°ж— йЈһжә…дёҚй”Ҳй’ўиҚҜиҠҜз„ҠдёқеһӢеҸ·еҸҠз”ЁйҖ“ь/span>
дә§е“Ғи§„ж јпјҷь/span>1.2mm 1.6mm2.0mm15kg/з®°ь/span>----------------------еә”з”ЁиҢғеӣҙпјҡй“ҫиҪ?/span>дҝ®иЎҘз”Ёз„Ҡдёқз»ҸжҲ‘е…¬еҸёеӨҡе№ҙзҡ„з ”иҜ•ејҖеҸ‘зҡ„й“ҫиҪ®иҚҜиҠҜз„ҠдёқпјҢжҲҗеҲҶд»Ҙ铬钨еҗҲйҮ‘зҡ„з„ҠдёқпјҢж–Ҫз„Ҡе·ҘиүәиүҜеҘҪпјҢеҹәжң¬ж— йЈһжә…пјҢи„ұжёЈе®№жҳ“гҖӮе Ҷз„Ҡйқўе…үжҙҒз„ҠеҗҺе…·жңүй«ҳзЎ¬еәҰпјҢйҹ§жҖ§еҘҪгҖҒеӨҡеұӮе Ҷз„ҠдёҚејҖиЈӮзҡ„дјҳзӮ№пјҢзғӯеҲ«йҖӮеҗҲдҝ®еӨҚз…Өзҹҝй“ҫиҪ®пјҢз»ҸеӣҪеҶ…еӨҡ家еҺӮ家дҪҝз”ЁеҸҚжҳ иүҜеҘҪгҖҒь/span>йҪҝиҪ®дҝ®иЎҘз”Ёд»Җд№Ҳз„Ҡжқ ь/span>з„ҠйҪҝиҪ®з”Ёд»Җд№Ҳз„Ҡжқ ь/span>
йҮ‘еұһжҲҗд»ҪпјҮь/span>%пјүпјҡC 0.60пјҡь/span>Cr 6.00пјҡь/span>Mn 3.00пјҡь/span>W 5.00пјҡь/span>Mo 2.50пјҡь/span>Nb 0.40.
жіЁж„ҸдәӢйЎ№пјҷь/span>
1.йҮҮз”ЁзӣҙжөҒеҸҚжҺҘпјҡь/span>
2.з„ҠжҺҘж—¶пјҢCO2ж°”дҪ“жөҒйҮҸе®ңдёә20~25L/minпјҡь/span>
3.з„Ҡдёқзҡ„е№Ідјёй•ҝеәҰеә”жҺ§еҲ¶ең?/span>15~25mmиҢғеӣҙеҶ…пјӣ
4.йҒ“й—ҙжё©еәҰдҝқжҢҒең?/span>300в„Ӯь/span>е·ҰеҸіпјҡь/span>
5.з„ҠеүҚеҜ№з„Ҡ件清йҷӨй“Ғй”ҲгҖҒжІ№жұЎгҖҒж°ҙеҲҶзӯүжқӮиҙЁгҖҒь/span>
жҡӮж— ж•°жҚ®пј
 HF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„Ҡдёқзҡ„е·ҘдҪңеҺҹзҗҶд»Ӣз»ҚпјҹHF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„Ҡдёқзҡ„дҪҝз”Ёж–№жі•пјҹHF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„ҠдёқеӨҡе°‘й’ұдёҖеҸ°пјҹHF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„ҠдёқдҪҝз”Ёзҡ„жіЁж„ҸдәӢйЎёь/li>HF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„Ҡдёқзҡ„иҜҙжҳҺд№Ұжңүеҗ—пјһь/li>HF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„Ҡдёқзҡ„ж“ҚдҪң规зЁӢжңүеҗ—пјҹHF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„Ҡдёқзҡ„жҠҘд»·еҗ«зҘЁеҗ«иҝҗиҙ№еҗ—пјҹHF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„ҠдёқжңүзҺ°иҙ§еҗ—пјһь/li>HF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„ҠдёқеҢ…е®үиЈ…еҗ—пјһь/li>
HF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„Ҡдёқзҡ„е·ҘдҪңеҺҹзҗҶд»Ӣз»ҚпјҹHF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„Ҡдёқзҡ„дҪҝз”Ёж–№жі•пјҹHF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„ҠдёқеӨҡе°‘й’ұдёҖеҸ°пјҹHF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„ҠдёқдҪҝз”Ёзҡ„жіЁж„ҸдәӢйЎёь/li>HF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„Ҡдёқзҡ„иҜҙжҳҺд№Ұжңүеҗ—пјһь/li>HF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„Ҡдёқзҡ„ж“ҚдҪң规зЁӢжңүеҗ—пјҹHF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„Ҡдёқзҡ„жҠҘд»·еҗ«зҘЁеҗ«иҝҗиҙ№еҗ—пјҹHF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„ҠдёқжңүзҺ°иҙ§еҗ—пјһь/li>HF-53Tй“ҫиҪ®з”ЁиҖҗзЈЁз„ҠдёқеҢ…е®үиЈ…еҗ—пјһь/li> жүӢжңәзүҲпјҡ
жүӢжңәзүҲпјҡ