зҷ»еҪ•

- APP
дёӯеӣҪзІүдҪ“зҪ‘ж¬ўиҝҺжӮЁпј?/div>
- зІүдә«йҖҷь/a>
- 188188188b.comҪрұҰІ©
еҫ®дҝЎ

 е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
- дёӯеӣҪзІүдҪ“зҪҗь/a>
 移еҠЁз«?/p>
移еҠЁз«?/p>
 m.cnpowder.com.cn
m.cnpowder.com.cn
зҷ»еҪ•
еҫ®дҝЎ

 е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
![]() 移еҠЁз«?/p>
移еҠЁз«?/p>
 m.cnpowder.com.cn
m.cnpowder.com.cn


еҸӮиҖғд»·ж »ь/p>йқўи®®
еһӢеҸ·
е“ҒзүҢ
дә§ең°
еҢ—дә¬ж ·жң¬
жҡӮж—дјҡе‘ҳ
|з¬?е№іь/p>|
з”ҹдә§е•…ь/p>
![]() е·Ҙе•Ҷе·Іж ёе®қь/p>
е·Ҙе•Ҷе·Іж ёе®қь/p>
 з•ҷиЁҖиҜўд»·
з•ҷиЁҖиҜўд»·
з•ҷиЁҖиҜўд»·
з•ҷиЁҖиҜўд»·


иҷҡжӢҹеҸ·е°Ҷең180з§’еҗҺеӨұж•Ҳ
дҪҝз”Ёеҫ®дҝЎжү«з ҒжӢЁеҸ·
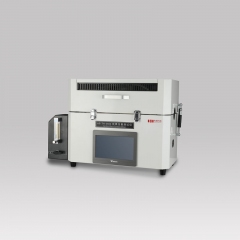
XNR-400WеһҠьa>зҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»ӘпјүжҳҜж №жҚ®GB/T 3682зҡ„иҜ•йӘҢж–№жі•пјҢз”ЁдәҺжөӢе®ҡзғӯеЎ‘жҖ§й«ҳиҒҡзү©еңЁй«ҳжё©дёӢзҡ„жөҒеҠЁжҖ§пјҢеҰӮиҒҡд№ҷзғҜгҖҒиҒҡдёҷзғҜгҖҒиҒҡз”ІйҶӣгҖҒABSж ‘и„ӮгҖҒиҒҡзўій…ёй…ҜгҖҒе°јйҫҷж°ҹеЎ‘ж–ҷзӯүй«ҳиҒҡзү©гҖҒь/span>XNR-400WеһҠьa>зҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»ӘпјүйҮҮз”Ёе·ҘдёҡPLCеҸҜзј–зЁӢжҺ§еҲ¶еҷЁпјҢи§Ұж‘ёеұҸж“ҚдҪңе№іеҸ°жҳҫзӨәж“ҚдҪңпјӣиҜҘзҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»ӘпјүиҮӘеҠЁжҺ§жё©д»Һж“ҚдҪңж–№жі•дёҠеҲҶдёәжүӢеҠЁгҖҒж—¶жҺ§гҖҒиҮӘеҠЁдёүз§ҚеҲҮж–ҷж–№ејҺь/span>пјӢь/span>иғҪеӨҹе®һзҺ°иҙЁйҮҸжі•пјҲMFRпјүе’ҢдҪ“з§Ҝжі•пјҲMVRпјүдёӨз§ҚиҜ•йӘҢж–№жі•пјҢ并й…Қжңүеҫ®еһӢжү“еҚ°жңәпјҢеҸҜжү“еҚ°иҜ•йӘҢиҜ•йӘҢжҠҘе‘ҠпјӣиҜҘзҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»ӘпјүиғҪеӨҹжөӢеҫ—еҺҹж–ҷеңЁиҜ•йӘҢжё©еәҰдёӢзҡ„зҶ”иһҚеҜҶеәҰпјҢзі»з»ҹеҗҢж—¶е…·жңүжё©еәҰж ЎеҮҶеҠҹиғҪпјҢжҳҜзӣ®еүҚеӣҪеҶ…еҗҢиЎҢдёҡдёӯй«ҳжЎЈжңәеһӢпјҢж“ҚдҪңз®ҖеҚ•гҖҒиҝҗиЎҢзЁіе®ҡгҖҒеҸҜй•ҝж—¶й—ҙиҝӣиЎҢиҜ•йӘҢпјҢж·ұеҸ—з”ЁжҲ·еҘҪиҜ„гҖҒь/span>
XNR-400зі»еҲ—зҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»ӘпјүжҳҜеңЁи§„е®ҡжё©еәҰжқЎд»¶дёӢпјҢз”Ёй«ҳжё©еҠ зғӯзӮүдҪҝиў«жөӢзү©иҫҫзҶ”иһҚзҠ¶жҖҒгҖӮиҝҷз§ҚзҶ”иһҚзҠ¶жҖҒзҡ„иў«жөӢзү©пјҢеңЁи§„е®ҡзҡ„иҙҹиҚ·дёӢйҖҡиҝҮдёҖе®ҡзӣҙеҫ„зҡ„е°Ҹеӯ”иҝӣиЎҢжҢӨеҮәиҜ•йӘҢгҖӮеңЁеЎ‘ж–ҷз”ҹдә§дёӯпјҢеёёз”ЁзҶ”иһҚжҢҮж•°жқҘиЎЁзӨәй«ҳеҲҶеӯҗжқҗж–ҷеңЁзҶ”иһҚзҠ¶жҖҒдёӢзҡ„жөҒеҠЁжҖ§гҖҒзІҳеәҰзӯүзү©зҗҶжҖ§иғҪпјҢжүҖи°“зҶ”дҪ“жөҒеҠЁйҖҹзҺҮе°ұжҳҜжҢҮжҢӨеҮәзҡ„еҗ„ж®өиҜ•ж ·зҡ„е№іеқҮиҙЁйҮҸжҲ–дҪ“з§ҜжҠҳз®—дё?0еҲҶй’ҹзҡ„иҙЁйҮҸжҲ–дҪ“з§ҜгҖӮзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжңүеҰӮдёӢдёӨз§ҚиЎЁзӨәж–№жі•пјҡ
1.1гҖҒиҙЁйҮҸжі•пјҡз”ЁMFRиЎЁзӨәпјҡь/span>
ејҸдёӯпјҷь/span>MFRвҖ”зҶ”дҪ“иҙЁйҮҸжөҒеҠЁйҖҹзҺҮпјӢь/span>g/10minпјҡь/span>
mвҖ”еҲҮеҸ–еӨҡж®өиҜ•ж ·зҡ„е№іеқҮеҖјпјҢgпјҡь/span>
tвҖ”еҲҮж ·ж—¶й—ҙй—ҙйҡ”пјҢsпјҡь/span>
600вҖ”еҸӮжҜ”ж—¶й—ҙпјҲ10minпјүпјҢsгҖҒь/span>
1.2гҖҒдҪ“з§Ҝжі•пјҡз”ЁMVRиЎЁзӨәпјҡь/span>
ејҸдёӯпјҷь/span>MVRвҖ”зҶ”дҪ“дҪ“з§ҜжөҒеҠЁйҖҹзҺҮпјӢь/span>cm3/10minпјҡь/span>
lвҖ”жҙ»еЎһ移еҠЁйў„е®ҡжөӢйҮҸи·қзҰ»пјҢmmпјҡь/span>
tвҖ”еҲҮж ·ж—¶й—ҙй—ҙйҡ”пјҢsпјҡь/span>
42.7вҖ”еҸӮжҜ”ж—¶й—ҙпјҲ10minпјүдёҺжҙ»еЎһйқўз§Ҝзҡ„з§ҜгҖҒь/span>
дҫӢпјҡдёҖз»„еЎ‘ж–ҷиҜ•ж ·пјҢжҜҺь/span>30з§’й’ҹеҲҮеҸ–дёҖж®өпјҢеҗ„ж®өйҮҚйҮҸзҡ„з»“жһңжҳҜпјҷь/span>
0.0838е… 0.0862е… 0.0815е… 0.0895е… 0.0825е…Ҡь/span>
еҸ–е№іеқҮеҖ»ь/span>m=пј?.0838+0.0862+ 0.0815+0.0895+0.0825пј?#247;5=0.0847пјҲе…ӢпјҲь/span>
д»Је…Ҙе…¬ејҸпјҷь/span> MFR=600ЎБmЎВ30=1.694пјҮь/span>g/10minпјҲь/span>
еҚізҶ”иһҚжҢҮж•°дёә1.694g/10minгҖҒь/span>
дәӢь/span>гҖҒжҠҖжңҜжҢҮж Ҷь/span>
2.1.1еҮәж–ҷеҸЈеҶ…еҫ„пјҡҰХ2.095ЎА0.005mm
2.1.2еҮәеҸЈй•ҝеәҰпјҷь/span>8.000ЎА0.025mm
2.1.3иЈ…ж–ҷзӯ’еҶ…еҫ„пјҡҰХ9.550ЎА0.025mm
2.1.5жҙ»еЎһжқҶеӨҙзӣҙеҫ„пј?#966;9.475ЎА0.015mm
2.1.6жҙ»еЎһжқҶеӨҙй•ҝеәҰпј?.350ЎА0.100mm
2.2з қз ҒйғЁеҲҶпјҡж ҮеҮҶиҜ•йӘҢеҠӣпјҲдёғзә§пјүпјҢйҮҮз”ЁйҖ’еўһеҠ иҪҪ
0.325kg=пјҲжҙ»еЎһжқҶ+йҡ”зғӯеҘ?1#з қз ҒпјҲь/span>kg=3.187N
1.200kg=пјҲдёҖзә?/span>+2#0.875з қз ҒпјҲь/span>kg=11.77N
2.160kg=пјҲдәҢзә?/span>+3#0.960з қз ҒпјҲь/span>kg=21.18N
3.800kg=пјҲдёүзә?/span>+4#1.640з қз ҒпјҲь/span>kg=37.26N
5.000kg=пјҲеӣӣзә?/span>+5#1.200з қз ҒпјҲь/span>kg=49.03N
10.000kg=пјҲдә”зә?/span>+6#5.000з қз ҒпјҲь/span>kg=98.07N
21.600kg=пјҲе…ӯзә?/span>+7#2.500+8#4.100+9#5.000з қз ҒпјҲь/span>kg=211.82N
е®Өжё©пҪқь/span>450.0в„ғиҢғеӣҙеҶ…д»»ж„Ҹи®ҫе®ҡжҺ§жё©зӮ№гҖҒь/span>
2.3.1йҮҮз”ЁPIDи°ғиҠӮпјҢзҹӯж—¶й—ҙеҶ…иҫҫеҲ°жҺ§жё©зӮ№гҖҒь/span>
2.3.2ж•°еӯ—жҳҫзӨәжё©еәҰпјҢеҲҶиҫЁзҺҮ0.1в„ғпјҢж•°еӯ—жҳҫзӨәж—¶й—ҙпј?е°ҸеҚ•дҪ?.1з§’гҖҒь/span>
2.5з”өжәҗпј?20VЎА10%гҖ?0HzгҖҒь/span>
2.6д»ӘеҷЁеӨ–еһӢе°әеҜёпј?00mmЎБ500mmЎБ600mmгҖҒь/span>
2.7д»ӘеҷЁйҮҚйҮҸпјҡзәҰ40kgпјҲдёҚеҢ…жӢ¬з қз ҒпјүгҖҒь/span>
дёҲь/span>.д»ӘеҷЁз»“жһ„пјҲи§ҒеӣҫдёҖпјҲь/span>
еӣӣгҖ?/span>д»ӘеҷЁзҡ„е®үиЈ…е’ҢдҪҝз”Ё
дә“ь/span>гҖҒж“ҚдҪңиҜҙжҳҚь/span>
ж ·жқЎеҲҮеҸ–еҗҺеҶ·еҚҙпјҢзҪ®дәҺеӨ©е№ідёҠпјҲиҰҒжұӮз”ЁеӨ©е№ізІҫеә?/span>0.01gпјүеҲҶеҲ«з§°йҮҚгҖҒь/span>
жҢүеҰӮдёӢе…¬ејҸи®Ўз®—з»“жһңпјҡ
MFR=600ЎБW/tпјҮь/span>g/10minпјҲь/span>
ејҸдёӯпјҷь/span>MFRвҖ”вҖ”зҶ”дҪ“жөҒеҠЁйҖҹзҺҮпјҮь/span>g/10minпјҲь/span>
WвҖ”вҖ”еҲҮеҸ–ж ·жқЎйҮҚйҮҸе№іеқҮеҖјпјҲgпјҲь/span>
tвҖ”вҖ”еҲҮж ·ж—¶й—ҙй—ҙйҡ”пјҲSпјҲь/span>
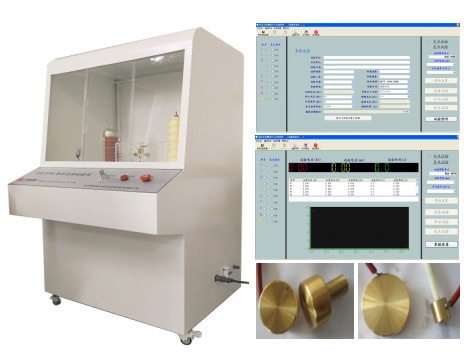
5.2и§Ұж‘ёеұҸж“ҚдҪңиҜҙжҳҚь/span>
жү“ејҖдё»жңәз”өжәҗзӯүеҫ…дёҖдјҡеҗҺиҝӣе…ҘйҰ–йЎөпјҲеҰӮдёӢз”»йқўпјүпјҷь/span>
жҢҲь/span>вҖңи§Ұж‘ёиҝӣе…ҘвҖқй”®иҝӣе…ҘеҲ°иҜ•йӘҢйҖүжӢ©з•ҢйқўпјҲеҰӮдёӢз”»йқўпјүпјҷь/span>
и®ҫе®ҡеҘҪе®ҡж—¶еҚіеҲҮж–ҷй—ҙйҡ”еҚіеҸҜиҝӣиЎҢиҜ•йӘҢпјҡь/span>
жҢҲь/span>вҖңжү“еҚ°вҖқй”®еҚіеҸҜжү“еҚ°еҮәиҜ•йӘҢжҠҘе‘ҠгҖҒь/span>
жҜҸж¬ЎиҜ•йӘҢз»“жқҹеҗҺжҢүвҖңеӨҚдҪҚвҖқй”®зі»з»ҹиҮӘеҠЁжё…йӣ¶еҸҜд»ҘйҮҚж–°иҝӣиЎҢеҲҮж–ҷиҜ•йӘҢгҖҒь/span>
жҢҲь/span>вҖңиҝ”еӣһвҖқй”®иҝ”еӣһеҲ°иҜ•йӘҢдё»з”»йқўпјҢ并еҸҜйҮҚж–°йҖүжӢ©иҜ•йӘҢж–№жі•гҖҒь/span>
жҢҲь/span>вҖңжү“еҚ°вҖқй”®жү“еҚ°иҜ•йӘҢжҠҘе‘ҠгҖҒь/span>
жҢҲь/span>вҖңеӨҚдҪҚвҖқй”®еҸҜ继з»ӯдёӢдёҖж¬ЎиҜ•йӘҢгҖҒь/span>
жҢҲь/span>вҖңиҝ”еӣһвҖқй”®иҝ”еӣһдё»иҜ•йӘҢз”»йқўпјҢеҸҜйҖүжӢ©иҜ•йӘҢж–№ејҸгҖҒь/span>
d=mЎВ2.1489пјҮь/span>g/cm3пјҲь/span>пјҲжіЁпјҡжӯӨеҜҶеәҰдёәзҶ”иһҚеҜҶеәҰпјү
е…¶д»–ж“ҚдҪңдёҺдҪ“з§Ҝжі•зӣёеҗҢгҖҒь/span>
е…?/span>гҖҒжіЁж„ҸдәӢйЎёь/span>
6.1еҚ•зӣёз”өжәҗеҝ…йЎ»еҸҜйқ жҺҘең°гҖҒь/span>
6.2жүӢеҠЁеҸ–ж ·ж–№ејҸж—¶пјҢдҪҚз§»дј ж„ҹеҷЁдёҚиө·дҪңз”ЁгҖҒь/span>
6.3гҖҒеңЁд»ӘеҷЁи°ғеҲҖж—¶еҝ…йЎ»жҸҗеүҚж–ӯз”өгҖҒь/span>
6.4зЎ®и®ӨиҜ•йӘҢз»“жһңеҗҺпјҢд»ӘеҷЁдҫқ然жҒ’жё©пјҢиҜ•йӘҢе‘ҳеҸҜиҝһз»ӯиҜ•йӘҢгҖҒь/span>
6.5д»ӘеҷЁз”Ёе®ҢеҗҺеә”ж–ӯејҖжҖ»з”өжәҗгҖҒь/span>
6.6дҪҝз”ЁиҖ…дёҚиғҪйҡҸж„ҸжӢҶеҚёд»ӘеҷЁгҖҒь/span>
6.7д»ӘеҷЁеә”зҪ®дәҺж— ејәз”өзЈҒе№Іжү°зҡ„зҺҜеўғдёӯдҪҝз”ЁгҖҒь/span>
6.9еҸ–еҸЈжЁЎж—¶з”ЁеҸЈжЁЎйЎ¶еҮәжқҶд»ҺдёӢеҗ‘дёҠйЎ¶еҮәеҸЈжЁЎгҖҒь/span>
иЎ?/span>aиҜ•ж ·еҠ е…ҘйҮҸдёҺеҲҮж ·ж—¶й—ҙй—ҙйҡ”
зҶ”дҪ“йҖҹзҺҮ |
иҜ•ж ·еҠ е…ҘйҮҺь/span> |
еҲҮеүІж—¶й—ҙ |
( g/10min ) |
( g ) |
( s ) |
0.1 ~ 0.5 |
3 ~ 4 |
120 ~ 240 |
0.5 ~ 1.0 |
3 ~ 4 |
60 ~ 120 |
1.0 ~ 3.5 |
4 ~ 5 |
30 ~ 60 |
3.5 ~ 10 |
6 ~ 8 |
10 ~ 30 |
10 ~ 25 |
6 ~ 8 |
5 ~ 10 |
жҡӮж— ж•°жҚ®пј
 зҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»Әпјүзҡ„е·ҘдҪңеҺҹзҗҶд»Ӣз»ҚпјҹзҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»Әпјүзҡ„дҪҝз”Ёж–№жі•пјҹзҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»ӘпјүеӨҡе°‘й’ұдёҖеҸ°пјҹзҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»ӘпјүдҪҝз”Ёзҡ„жіЁж„ҸдәӢйЎёь/li>зҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»Әпјүзҡ„иҜҙжҳҺд№Ұжңүеҗ—пјһь/li>зҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»Әпјүзҡ„ж“ҚдҪң规зЁӢжңүеҗ—пјҹзҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»Әпјүзҡ„жҠҘд»·еҗ«зҘЁеҗ«иҝҗиҙ№еҗ—пјҹзҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»ӘпјүжңүзҺ°иҙ§еҗ—пјһь/li>зҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»ӘпјүеҢ…е®үиЈ…еҗ—пјһь/li>
зҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»Әпјүзҡ„е·ҘдҪңеҺҹзҗҶд»Ӣз»ҚпјҹзҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»Әпјүзҡ„дҪҝз”Ёж–№жі•пјҹзҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»ӘпјүеӨҡе°‘й’ұдёҖеҸ°пјҹзҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»ӘпјүдҪҝз”Ёзҡ„жіЁж„ҸдәӢйЎёь/li>зҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»Әпјүзҡ„иҜҙжҳҺд№Ұжңүеҗ—пјһь/li>зҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»Әпјүзҡ„ж“ҚдҪң规зЁӢжңүеҗ—пјҹзҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»Әпјүзҡ„жҠҘд»·еҗ«зҘЁеҗ«иҝҗиҙ№еҗ—пјҹзҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»ӘпјүжңүзҺ°иҙ§еҗ—пјһь/li>зҶ”иһҚжҢҮж•°д»ӘпјҲзҶ”дҪ“жөҒеҠЁйҖҹзҺҮжөӢе®ҡд»ӘпјүеҢ…е®үиЈ…еҗ—пјһь/li> жүӢжңәзүҲпјҡ
жүӢжңәзүҲпјҡ