зҷ»еҪ•

- APP
дёӯеӣҪзІүдҪ“зҪ‘ж¬ўиҝҺжӮЁпј?/div>
- зІүдә«йҖҷь/a>
- 188188188b.comҪрұҰІ©
еҫ®дҝЎ

 е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
- дёӯеӣҪзІүдҪ“зҪҗь/a>
 移еҠЁз«?/p>
移еҠЁз«?/p>
 m.cnpowder.com.cn
m.cnpowder.com.cn
зҷ»еҪ•
еҫ®дҝЎ

 е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
![]() 移еҠЁз«?/p>
移еҠЁз«?/p>
 m.cnpowder.com.cn
m.cnpowder.com.cn


еҸӮиҖғд»·ж »ь/p>йқўи®®
еһӢеҸ·
иҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жң№ь/span>е“ҒзүҢ
йӣ·жқ°жңәжў°дә§ең°
жұҹиӢҸж ·жң¬
жҡӮж—зІҫеәҰпјҷь/p>-
з§°йҮҚиҢғеӣҙпјҷь/p>-
еҢ…иЈ…зұ»еһӢпјҷь/p>е…¶д»–
еҢ…иЈ…йҖҹеәҰпјҷь/p>-
иҮӘеҠЁеҢ–зЁӢеәҰпјҡ
е…ЁиҮӘеҠ?/span>е·ҘдҪңеҺҹзҗҶпјҷь/p>иҮӘеҠЁи®ЎйҮҸ
 з•ҷиЁҖиҜўд»·
з•ҷиЁҖиҜўд»·


иҷҡжӢҹеҸ·е°Ҷең180з§’еҗҺеӨұж•Ҳ
дҪҝз”Ёеҫ®дҝЎжү«з ҒжӢЁеҸ·
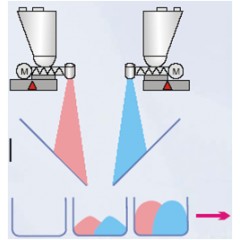
ж•ҙдёӘз§°йҮҸиҝҮзЁӢеҸҜеҲҶдёәеҝ«йҖҹдҫӣж–ҷгҖҒиҫғеҝ«йҖҹдҫӣж–ҷе’Ңж…ўйҖҹдҫӣж–ҷдёүдёӘйҳ¶ж®өпјҢжҜҸдёӘйҳ¶ж®өйғҪеҒҡеҲ?*ж— зјәгҖӮеҗҢж—¶еҸҜд»Ҙй…ҚдёҠиҮӘеҠЁзјқеҢ…и®ҫеӨҮгҖҒиҫ“йҖҒи®ҫеӨҮд»ҺиҖҢз»„еҗҲжҲҗиҮӘеҠЁеҢ–зЁӢеәҰеҫҲй«ҳзҡ„з”ҹдә§зәҝгҖҒь/span>
йҖӮз”Ёзү©ж–ҷ
еҗ„з§Қжҷ¶дҪ“зҠ¶гҖҒйў—зІ’зҠ¶е’Ңз»Ҷе°Ҹйў—зІ’зҠ¶зү©ж–ҷгҖӮдҫӢеҰӮпјҡеҢ–е·ҘеҺҹж–ҷгҖҒжҙ—иЎЈзІүгҖҒйЈҹзӣҗгҖҒйҘІж–ҷгҖҒй…өжҜҚгҖҒйЈҹе“ҒгҖҒз Ӯзі–гҖҒйёЎзІҫгҖҒе‘ізІҫгҖҒз§ҚеӯҗгҖҒз“ңеӯҗзӯүгҖҒь/span>
зү№зӮ№е’Ңдјҳи¶ҠжҖ?/span>
йҮҮз”Ёж•°жҚ®ејҸз§°йҮҚдј ж„ҹеҷЁдҪҝзі»з»ҹз§°йҮҚзІҫеәҰжӣҙеҠ зЁіе®ҡгҖҒеҸҜйқ гҖҒжҠ—е№Іжү°иғҪеҠӣејәгҖӮж°”зјёејҸејҖж–—ж”ҫж–ҷдҪҝз§°йҮҸйҖҹеәҰеҫ—д»ҘеӨ§еӨ§жҸҗй«ҳпјҢеҸҢз§°йҮҸж–—зҡ„и®ҫи®ЎзҗҶеҝөдҪҝеҫ—з§°йҮҸйҖҹеәҰзҝ»з•ӘпјҢйңҮеҠЁејҸз»Ҷе–Ӯж–ҷзЎ®дҝқз§°йҮҚзІҫеәҰпјӣи„ҡиёҸејҸеӨ№иўӢејҖеҗҲжңәжһ„дҪҝж“ҚдҪңдәәе‘ҳзҡ„е®үе…Ёеҫ—д»Ҙдҝқйҡ?
е·ҘдҪңеҺҹзҗҶ

еҢ…иЈ…з§Өиҝӣе…ҘиҮӘеҠЁиҝҗиЎҢзҠ¶жҖҒеҗҺпјҢз§°йҮҚжҺ§еҲ¶зі»з»ҹжү“ејҖз»ҷж–ҷй—ЁејҖе§ӢеҠ ж–ҷпјҢиҜҘз»ҷж–ҷиЈ…зҪ®дёәеҝ«гҖҒж…ўдёӨзә§з»ҷж–ҷж–№ејҸпјӣеҪ“зү©ж–ҷйҮҚйҮҸиҫҫеҲ°еҝ«з»ҷж–ҷи®ҫе®ҡеҖјж—¶пјҢеҒңжӯўеҝ«з»ҷж–ҷпјҢдҝқжҢҒж…ўз»ҷж–ҷпјӣеҪ“зү©ж–ҷйҮҚйҮҸиҫҫеҲ°Zз»Ҳи®ҫе®ҡеҖјж—¶пјҢе…ій—ӯз»ҷж–ҷй—ЁпјҢе®ҢжҲҗеҠЁжҖҒз§°йҮҚиҝҮзЁӢпјӣжӯӨж—¶зі»з»ҹжЈҖжөӢеӨ№иўӢиЈ…зҪ®жҳҜеҗҰеӨ„дәҺйў„е®ҡзҠ¶жҖҒпјҢеҪ“еҢ…иЈ…иўӢе·ІеӨ№зҙ§еҗҺпјҢзі»з»ҹеҸ‘еҮәжҺ§еҲ¶дҝЎеҸ·жү“ејҖз§°йҮҸж–—еҚёж–ҷй—ЁпјҢзү©ж–ҷиҝӣе…ҘеҢ…иЈ…иўӢдёӯпјҢзү©ж–ҷж”ҫе®ҢеҗҺиҮӘеҠЁе…ій—ӯз§°йҮҸж–—зҡ„еҚёж–ҷй—ЁпјӣеҚёз©әзү©ж–ҷеҗҺжқҫејҖеӨ№иўӢиЈ…зҪ®пјҢеҢ…иЈ…иўӢиҮӘеҠЁиҗҪдёӢпјӣеҢ…иЈ…иўӢиҗҪдёӢеҗҺиҝӣиЎҢзјқеҢ…并иҫ“йҖҒеҲ°дёӢдёҖе·ҘдҪҚгҖӮеҰӮжӯӨеҫӘзҺҜеҫҖеӨҚиҮӘеҠЁиҝҗиЎҢгҖҒь/span>
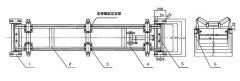
з»“жһ„
е®ҡйҮҸеҢ…иЈ…з§Өз”ұз§°йҮҚеҚ•е…ғгҖҒе°ҸиҪҰгҖҒзјқеҢ…иҫ“йҖҒиЈ…зҪ®гҖҒж°”еҠЁзі»з»ҹгҖҒйҷӨе°ҳзі»з»ҹпјҢе®ҡйҮҸеҢ…иЈ…жҺ§еҲ¶д»ӘиЎЁзӯүз»„жҲҗгҖӮе…¶дёӯеҪұе“Қжү“еҢ…йҖҹеәҰе’ҢеҮҶзЎ®еәҰзҡ„е…ій”®йғЁд»¶жҳҜз§°йҮҚеҚ•е…ғпјҢе®ғеҢ…жӢ¬еӮЁж–ҷд»“гҖҒй—ёй—ЁгҖҒжҲӘж–ҷиЈ…зҪ®гҖҒз§ӨдҪ“гҖҒеӨ№иўӢиЈ…зҪ®гҖҒж”Ҝжһ¶гҖҒз”өж°”жҺ§еҲ¶иЈ…зҪ®зӯүгҖӮеӮЁж–ҷд»“дёәзј“еҶІејҸж–ҷд»“пјҢз”ЁдәҺзү©ж–ҷеӮЁеӨҮ并жҸҗдҫӣдёҖдёӘжҺҘиҝ‘еқҮеҢҖзҡ„зү©ж–ҷжөҒпјӣй—ёй—ЁдҪҚдәҺеӮЁж–ҷд»“еә•йғЁпјҢеҪ“и®ҫеӨҮжЈҖдҝ®жҲ–еҮәзҺ°ж•…йҡңж—¶пјҢз”ЁдәҺе°Ҷзү©ж–ҷе°Ғйҳ»еңЁеӮЁж–ҷд»“еҶ…пјӣжҲӘж–ҷиЈ…зҪ®з”ұжҲӘж–ҷж–—гҖҒжҲӘж–ҷй—ЁгҖҒж°”еҠЁе…ғ件гҖҒиЎҘж°”й—Ёзӯүз»„жҲҗпјҢеңЁз§°йҮҚиҝҮзЁӢдёӯжҸҗдҫӣеҝ«гҖҒж…ўдёӨзә§з»ҷж–ҷпјҢе…¶еҝ«гҖҒж…ўз»ҷж–ҷзҡ„зү©ж–ҷжөҒеқҮеҸҜеҚ•зӢ¬иҝӣиЎҢи°ғж•ҙпјҢд»ҺиҖҢдҝқиҜҒе®ҡйҮҸеҢ…иЈ…з§Өж»Ўи¶іи®ЎйҮҸзҡ„еҮҶзЎ®еәҰиҰҒжұӮе’ҢйҖҹеәҰиҰҒжұӮпјӣиЎҘж°”й—Ёзҡ„дҪңз”Ёдёәе№іиЎЎз§°йҮҚж—¶зі»з»ҹеҶ…зҡ„з©әж°”еҺӢе·®пјӣз§ӨдҪ“дё»иҰҒз”ұз§°йҮҸж–—гҖҒжүҝйҮҚж”Ҝжһ¶е’Ңз§°йҮҚдј ж„ҹеҷЁз»„жҲҗпјҢе®ҢжҲҗйҮҚйҮҸеҲ°з”өдҝЎеҸ·зҡ„иҪ¬еҸҳе№¶дј иҫ“з»ҷжҺ§еҲ¶еҚ•е…ғпјӣеӨ№иўӢиЈ…зҪ®дё»иҰҒз”ұеӨ№иўӢжңәжһ„гҖҒж°”еҠЁе…ғ件зӯүз»„жҲҗпјҢдҪңз”ЁдёәеӨ№зҙ§еҢ…иЈ…иўӢпјҢи®©з§°йҮҚе®ҢжҜ•зҡ„зү©ж–ҷе…ЁйғЁиҗҪе…ҘеҢ…иЈ…иўӢпјӣз”өж°”жҺ§еҲ¶иЈ…зҪ®з”ұз§°йҮҚжҳҫзӨәжҺ§еҲ¶еҷЁгҖҒз”өж°”е…ғеҷЁд»¶гҖҒжҺ§еҲ¶жҹңз»„жҲҗпјҢдҪңз”ЁдёәжҺ§еҲ¶зі»з»ҹе·ҘдҪңпјҢдҪҝж•ҙдёӘзі»з»ҹжҢүйў„е…Ҳи®ҫе®ҡзҡ„зЁӢеәҸпјҢжңүеәҸе·ҘдҪңгҖҒь/span>
з§°йҮҸи°ғиҜ•ж–№жі•
жЈҖжҹҘдј ж„ҹеҷЁжҺҘзәҝж— иҜҜеҗҺпјҢжү“ејҖжҺ§еҲ¶жҹңз”өжәҗ并预зғӯ15еҲҶй’ҹпјҢж–№еҸҜи°ғиҜ•гҖӮжң¬ж–Үд»ҘиҫғеӨ§з§ӨйҮҸ100kgгҖҒеҲҶеәҰеҖ??йғ?kgгҖҒе®ҡйҮҸеҖ?0kgе’ҢеҮҶзЎ®еәҰзӯүзә§ж»Ўи¶ізҡ„жҠҖжңҜиҰҒжұӮдёәдҫӢд»Ӣз»ҚеҰӮдёӢпјҡ
(1)еҒҸиҪҪи°ғж•ҙ
е°?0kgз қз ҒпјҢеҲҶеҲ«йӣҶдёӯж”ҫзҪ®еңЁз§°йҮҸж–—дёӨдёӘжүҝйҮҚзӮ№дёҠгҖӮеҪ“з§°йҮҚжҳҫзӨәеҷЁжҳҫзӨәвҖңжӯЈе·®вҖқж—¶пјҢдј ж„ҹеҷЁиҫ“еҮәеә”еҗ‘йҷҚдҪҺж–№еҗ‘и°ғж•ҙпјӣеҪ“з§°йҮҚжҳҫзӨәеҷЁжҳҫзӨәвҖңиҙҹе·®вҖқж—¶пјҢдј ж„ҹеҷЁиҫ“еҮәеә”еҗ‘жҸҗй«ҳж–№еҗ‘и°ғж•ҙгҖӮдҫӢеҰӮпјҡL/C-1дј ж„ҹеҷЁзҡ„иҫ“еҮәйҷҚдҪҺж—¶пјҢе°ҶдёҺL/C-1жңүе…ізҡ„дёҖз»„еҫ®и°ғз”өйҳ?еҺҹе§ӢеҖјдёә10欧е§Ҷ)пјҢд»ҘзӣёеҗҢзҡ„ж—ӢиҪ¬йҮҸеҗ‘е·Ұж—ӢиҪ¬гҖҒь/span>
еҗ‘еҸіж—ӢиҪ¬(йЎәж—¶й’Ҳж–№еҗ?з”өйҳ»еҖјеҮҸе°ҸпјҢжҳҫзӨәеҖјеўһеӨ?и®°дёәвҖңеҠ вҖ?пјҡь/span>
еҗ‘е·Ұж—ӢиҪ¬(йҖҶж—¶й’Ҳж–№еҗ?з”өйҳ»еҖјеўһеҠ пјҢжҳҫзӨәеҖјеҮҸе°?и®°дёәвҖңеҮҸвҖ?гҖҒь/span>
жіЁж„Ҹпјҡж—ӢиҪ¬еҫ®и°ғз”өйҳ»ж—¶пјҢеҰӮжһңжҜҸз»„дёӨеҸӘзҡ„ж—ӢиҪ¬йҮҸдёҚдёҖиҮҙж—¶пјҢдјҡдҪҝи°ғж•ҙеҸҳеҫ—еӣ°йҡҫпјҢеӣ жӯӨдј ж„ҹеҷЁзҡ„жҜҸз»„еҫ®и°ғз”өйҳ»еңЁи°ғж•ҙж—¶зҡ„ж—ӢиҪ¬йҮҸеә”е°ҪйҮҸдёҖиҮҙгҖӮеҗ„жүҝйҮҚзӮ№иҜҜе·®еҖјдёҚеӨ§дәҺ10gдёәеҗҲж јгҖҒь/span>
(2)з§°йҮҸи°ғж•ҙ
жҢүз…§з§°йҮҚжҳҫзӨәжҺ§еҲ¶еҷЁиҜҙжҳҺд№Ұж ЎеҮҶзҡ„жӯҘйӘӨиҝӣиЎҢз§°йҮҸи°ғж•ҙгҖӮжЈҖе®ҡж—¶д»Һйӣ¶зӮ№еҲ°иҫғеӨ§еҖјзӮ№д№Ӣй—ҙпјҢеҲҶеҲ«д»Ҙ0kgгҖ?0kgгҖ?0kgгҖ?0kgгҖ?00kgзҡ„йЎәеәҸйҖ’еўһз қз ҒпјҢиҜҜе·®еҲҶеҲ«дёҚеӨ§дәҺ10gгҖ?0gгҖ?5gгҖ?5gгҖ?0gпјӣд»ҺиҫғеӨ§еҖјеҲ°йӣ¶зӮ№д№Ӣй—ҙеҲҶеҲ«д»?00kgгҖ?0kgгҖ?0kgгҖ?0kgгҖ?kgзҡ„йЎәеәҸйҖ’еҮҸз қз ҒпјҢиҜҜе·®дёҚеӨ§дәҺеҗ„иҮӘе…Ғе·®пјӣеңЁ40kgгҖ?00kgдёӨе®ҡйҮҸзӮ№иҝӣиЎҢйҮҚеӨҚжҖ§жЈҖе®ҡпјҢжҜҸдёӘз§°йҮҸзӮ№иҝӣиЎ?ж¬ЎпјҢжҜҸж¬ЎиҜҜе·®дёҚеӨ§дәҺеҗ„иҮӘе…Ғе·®гҖҒь/span>
жҠҖжңҜеҸӮж•?/span>
еһӢеҸ· SGJ-Z50B
и®ЎйҮҸйҖҹеәҰ 6~10ж¬?еҲҶй’ҹ
и®ЎйҮҸзІҫеәҰ 0.1%~0.2%
и®ЎйҮҸиҢғеӣҙ 5~50еҚғе…Ӣ
з”өжәҗ AC220дјҺь/span>
еҠҹзҺҮ 1.2еҚғз“Ұ
жңәеҷЁйҮҚйҮҸ 460еҚғе…Ӣ
жңәеҷЁе°әеҜё 1130*940*3500mmпјҲй•ҝ*е®?й«ҳпјү
жҡӮж— ж•°жҚ®пј
 иҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәзҡ„е·ҘдҪңеҺҹзҗҶд»Ӣз»Қпјһь/li>иҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәзҡ„дҪҝз”Ёж–№жі•пјһь/li>иҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәеӨҡе°‘й’ұдёҖеҸ°пјҹиҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәдҪҝз”Ёзҡ„жіЁж„ҸдәӢйЎ№иҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәзҡ„иҜҙжҳҺд№Ұжңүеҗ—пјҹиҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәзҡ„ж“ҚдҪң规зЁӢжңүеҗ—пјһь/li>иҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәзҡ„жҠҘд»·еҗ«зҘЁеҗ«иҝҗиҙ№еҗ—пјһь/li>иҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәжңүзҺ°иҙ§еҗ—пјҹиҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәеҢ…е®үиЈ…еҗ—пјҹ
иҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәзҡ„е·ҘдҪңеҺҹзҗҶд»Ӣз»Қпјһь/li>иҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәзҡ„дҪҝз”Ёж–№жі•пјһь/li>иҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәеӨҡе°‘й’ұдёҖеҸ°пјҹиҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәдҪҝз”Ёзҡ„жіЁж„ҸдәӢйЎ№иҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәзҡ„иҜҙжҳҺд№Ұжңүеҗ—пјҹиҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәзҡ„ж“ҚдҪң规зЁӢжңүеҗ—пјһь/li>иҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәзҡ„жҠҘд»·еҗ«зҘЁеҗ«иҝҗиҙ№еҗ—пјһь/li>иҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәжңүзҺ°иҙ§еҗ—пјҹиҮӘеҠЁи®ЎйҮҸеҢ…иЈ…жңәеҢ…е®үиЈ…еҗ—пјҹ жүӢжңәзүҲпјҡ
жүӢжңәзүҲпјҡ