зҷ»еҪ•

- APP
дёӯеӣҪзІүдҪ“зҪ‘ж¬ўиҝҺжӮЁпј?/div>
- зІүдә«йҖҷь/a>
- е№ҝе‘ҠжңҚеҠЎ
еҫ®дҝЎ

 е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
- дёӯеӣҪзІүдҪ“зҪҗь/a>
 移еҠЁз«?/p>
移еҠЁз«?/p>
 m.cnpowder.com.cn
m.cnpowder.com.cn
зҷ»еҪ•
еҫ®дҝЎ

 е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
![]() 移еҠЁз«?/p>
移еҠЁз«?/p>
 m.cnpowder.com.cn
m.cnpowder.com.cn


еҸӮиҖғд»·ж »ь/p>йқўи®®
еһӢеҸ·
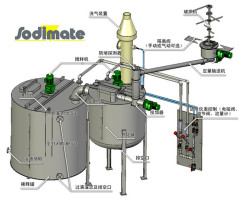
жқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»һь/span>е“ҒзүҢ
дёӯ科з”өж°”дә§ең°
ж№–еҚ—ж ·жң¬
жҡӮж—дјҡе‘ҳ
|з¬?е№іь/p>|
з”ҹдә§е•…ь/p>
![]() е·Ҙе•Ҷе·Іж ёе®қь/p>
е·Ҙе•Ҷе·Іж ёе®қь/p>
 з•ҷиЁҖиҜўд»·
з•ҷиЁҖиҜўд»·
е·ҘдҪңеҺҹзҗҶпјҷь/p>е…¶д»–
е…Ёе®№з§ҜпјҲmВіпјүпјҡ
-иғҪиҖ—пјҡ
-еӨ„зҗҶйҮҸпјҡ
-зү©ж–ҷзұ»еһӢпјҷь/p>е…¶е®ғ
зңӢдәҶжқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹзҡ„з”ЁжҲ·еҸҲзңӢдә…ь/p>
з•ҷиЁҖиҜўд»·

 жқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹзҡ„е·ҘдҪңеҺҹзҗҶд»Ӣз»Қпјһь/li>жқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹзҡ„дҪҝз”Ёж–№жі•пјһь/li>жқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹеӨҡе°‘й’ұдёҖеҸ°пјҹжқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹдҪҝз”Ёзҡ„жіЁж„ҸдәӢйЎ№жқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹзҡ„иҜҙжҳҺд№Ұжңүеҗ—пјҹжқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹзҡ„ж“ҚдҪң规зЁӢжңүеҗ—пјһь/li>жқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹзҡ„жҠҘд»·еҗ«зҘЁеҗ«иҝҗиҙ№еҗ—пјһь/li>жқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹжңүзҺ°иҙ§еҗ—пјҹжқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹеҢ…е®үиЈ…еҗ—пјҹ
жқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹзҡ„е·ҘдҪңеҺҹзҗҶд»Ӣз»Қпјһь/li>жқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹзҡ„дҪҝз”Ёж–№жі•пјһь/li>жқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹеӨҡе°‘й’ұдёҖеҸ°пјҹжқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹдҪҝз”Ёзҡ„жіЁж„ҸдәӢйЎ№жқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹзҡ„иҜҙжҳҺд№Ұжңүеҗ—пјҹжқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹзҡ„ж“ҚдҪң规зЁӢжңүеҗ—пјһь/li>жқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹзҡ„жҠҘд»·еҗ«зҘЁеҗ«иҝҗиҙ№еҗ—пјһь/li>жқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹжңүзҺ°иҙ§еҗ—пјҹжқҝеқҜеӨҡжЁЎејҸејҜжңҲйқўз”өзЈҒжҗ…жӢҢеҸҠжҺ§жөҒзі»з»ҹеҢ…е®үиЈ…еҗ—пјҹ
























































































































 жүӢжңәзүҲпјҡ
жүӢжңәзүҲпјҡ




















