登录

- APP
中国粉体网欢迎您�?/div>
- 粉享這�/a>
- 188188188b.com�𱦲�
微信

 关注微信公众叶�/span>
关注微信公众叶�/span>
- 中国粉体罐�/a>
 移动�?/p>
移动�?/p>
 m.cnpowder.com.cn
m.cnpowder.com.cn
登录
微信

 关注微信公众叶�/span>
关注微信公众叶�/span>
![]() 移动�?/p>
移动�?/p>
 m.cnpowder.com.cn
m.cnpowder.com.cn


参考价栻�/p>面议
型号
MPK1706脉冲燃烧控制系统品牌
克萨瓦热胼�/span>产地
广东样本
暂无非金属电热元件:
其他金属电热元件9�/p>其他
烧结气氛9�/p>其他
温控精度9�/p>-
最高温度:
-额定温度9�/p>-
 留言询价
留言询价

虚拟号将�180秒后失效
使用微信扫码拨号
MPK1706脉冲燃烧控制的主要优点为9�/p>
1.传热效率高,大大降低能耗、�/p>
2.可提高炉内温度场的均匀性、�/p>
3.窑炉氧化或还原气氛根据烧成的需要可随意可调,效果十分明显、�/p>
4.无需在线调整,即可实现燃烧气氛的精确控制、�/p>
5.空气/燃气比例调节、�/p>
6.可提高烧嘴的负荷调节比、�/p>
7.系统简单可靠,造价低、�/p>
8.减少NOx的生成、�/p>
9.可单点独立控制,也可通过电气连锁实现多点控制�?-4-8-10-12-14-16等多点控制)
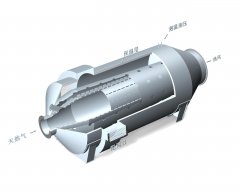
普通烧嘴的调节比一般为1�?左右,当烧嘴在满负荷工作时,燃气流速、火焰形状、热效率均可达到**状态,但当烧嘴流量接近�?小流量时,热负荷*小,燃气流速大大降低,火焰形状达不到要求,热效率急剧下降,高速烧嘴KIO/KIC工作时在满负荷流�?0%以下时,上述各项指标距设计要求就有了较大的差距。脉冲燃烧则不然,无论在何种情况下,烧嘴KIO/KIC只有两种工作状态,一种是满负荷工作,另一种是不工作或小火工作,只是通过调整两种状态的时间比进行温度调节,所以采用MPK1706脉冲燃烧可弥补烧嘴调节比低的缺陷,需要低温控制时仍然保证烧嘴工作�?*燃烧状态。在使用高速脉冲烧嘴时,燃气喷出速度快,使周围形成负压,将大量窑内烟气吸入主燃气内,进行充分搅拌混合,延长了烟气在窑内的滞流时间,增加了烟气与制品的触时间,从而提高了对流传热效率,另外,窑内烟气与燃气充分搅拌混合,使燃气温度与窑内烟气温度接近,提高窑内温度场的均匀性,减少高温燃气对被加热体的直接冲击、�/p>
MPK1706燃烧气氛的调节是提高工业窑炉性能不可少的一个环节,而传统的连续燃烧控制只能通过在线测量烟气残氧量,反馈给燃烧气氛控制器MPK1706,然后实时调节控制助燃空气执行器GRT50的流量输出,才能精确控制炉内的燃烧气氛。由于检测烟气残氧的氧化错传感器的可靠性、寿命和价格的原因,在工业现场的使用往往不理想,有些窑炉自控系统干脆采用一台比例跟随器,使助燃空气的流量与燃料的流量成固定的比例,但这种方法不得不将助燃空气的富余量留得很大,达不�?*的节能和控制过剩氧含量(或过剩空气系数)的要求。采用MPK1706脉冲燃烧控制方式,可以将空气/燃气比例调节阀AG的燃气压力或空气电动阀GRT50-603的助燃风压力,一次性调整到合适值,在系统投入运行后,只需保持这两个压力稳定即可。对压力进行测量和控制要比流量简单得多,可以根据系统的实际情况采取全自动控制,也可以采用取人工手动控制、�/p>
与连续燃烧控制相比,MPK1706脉冲燃烧控制系统中参与控制的仪表大大减少,仅有温度传感器、脉冲控制器MPK1706和脉冲电动阀GRT50,省略了大量价格昂贵的流量、压力检测控制机构。并且,由于只需要两位式开关控制,执行机构也由原来的气动阀门变为电动阀GRT50或电磁阀EVPF,增加了系统的安全可靠性,大大降低了系统造价。所有部件均选用进口产品,从而使系统更加可靠、�/p>
WINTEK工业计算机脉冲控制系绞�/span>

暂无数据�
 MPK1706脉冲燃烧控制系统的工作原理介绍?MPK1706脉冲燃烧控制系统的使用方法?MPK1706脉冲燃烧控制系统多少钱一台?MPK1706脉冲燃烧控制系统使用的注意事顸�/li>MPK1706脉冲燃烧控制系统的说明书有吗>�/li>MPK1706脉冲燃烧控制系统的操作规程有吗?MPK1706脉冲燃烧控制系统的报价含票含运费吗?MPK1706脉冲燃烧控制系统有现货吗>�/li>MPK1706脉冲燃烧控制系统包安装吗>�/li>
MPK1706脉冲燃烧控制系统的工作原理介绍?MPK1706脉冲燃烧控制系统的使用方法?MPK1706脉冲燃烧控制系统多少钱一台?MPK1706脉冲燃烧控制系统使用的注意事顸�/li>MPK1706脉冲燃烧控制系统的说明书有吗>�/li>MPK1706脉冲燃烧控制系统的操作规程有吗?MPK1706脉冲燃烧控制系统的报价含票含运费吗?MPK1706脉冲燃烧控制系统有现货吗>�/li>MPK1706脉冲燃烧控制系统包安装吗>�/li> 手机版:
手机版: